LIST OF ABSTRACTS AND INDEX
PLENARIES. 25
New opportunities
for granular matter research. 26
Heinrich Jaeger
University of Chicago -
United States
DEM-based
metamodeling - the booster for design of bulk solids handling equipment?. 27
Dingena Schott
Delft University of
Technology - The Netherlands
Flow of bulk
materials into small confined spaces: characterisation and modelling. 28
Chuan-Yu (Charley) Wu
Department of Chemical and
Process Engineering, University of Surrey, Guildford, GU2 7XH, UK
The Rheology of
Granular Materials: from Fundamentals to Applications. 29
Raffaella Ocone
Heriot-Watt University,
United Kingdom
Interaction between
dry grains and liquids inspired by industrial processes. 30
Pierre Jop
Glass Surface and
Interfaces, CNRS/Saint-Gobain, France
Potential and
limitations of CFD and DEM simulation in the design of orally inhaled drug
products. 31
Andrea Benassi
Chiesi Farmaceutici Spa, Parma (Italy)
Characterization of
feedstock materials for powder bed fusion Additive Manufacturing. 32
Jochen Schmidt1,2
1Institute of Particle Technology, Department of
Chemical and Biological Engineering, Friedrich-Alexander-Universität
Erlangen-Nürnberg, Erlangen, Germany
2Colloborative Research Center 814 “Additive
Manufacturing”, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen,
Germany
WEDNESDAY, 6 JULY
2022 -
TUSAIL SYMPOSIUM... 33
Using a commercial
rheometer to determine a particle-particle cohesion model 34
Christine M. Hrenya
University of Colorado -
United States
Benefits and open problems in
coarse-graining methods for DEM-based simulations of fluid-particle systems. 35
Erasmo S. Napolitano, Francesco P. Di
Maio, Alberto Di Renzo
DIMES Department,
University of Calabria, Via P. Bucci, Cubo 42C, 87036 Rende (CS), Italy
Comparison of
CFD-DEM and TFM approaches for the simulation of the single- and multiple-spout
fluidized beds. 36
Behrad Esgandari1, Stefanie Rauchenzauner2,
Christoph Goniva3, Rouven Weiler4, Simon Schneiderbauer1,2
1Department of Particulate
Flow Modelling, Johannes Kepler University Linz (JKU), Linz, Austria
2Christian Doppler Laboratory for Multi-Scale Modelling
of Multiphase Processes, Johannes Kepler University Linz (JKU), Linz, Austria
3DCS Computing GmbH, Linz, Austria 4 BASF
SE, Ludwigshafen, Germany
Modelling
fluidization by recurrence CFD (rCFD) 37
Varun Dongre1,
Stefan Pirker1
1Department of Particulate Flow Modelling, Johannes
Kepler University, Linz, Austria
WEDNESDAY, 6 JULY
2022 -
COMPUTATIONAL MODELS. 38
DEM calibration of
cohesive bulk materials. 39
Corné Coetzee, Otto Scheffler
Department of Mechanical
& Mechatronic Engineering, University of Stellenbosch, Stellenbosch, South
Africa. 39
DEM model for the
quantitative prediction of cohesive powder (ESKAL) flowability. 40
Maheandar Manokaran1, Martin Morgeneyer2,
Christophe Bressot3
1Génie de procédés Industriels, Université de
Technologie de Compiègne (UTC), Compiègne, France
2Génie de procédés Industriels, Université de
Technologie de Compiègne (UTC), Compiègne, France
3Direction des Risques Chroniques, Institut National de
l'Environnement Industriel et des Risques (INERIS), Verneuil en Halatte, France
DEM simulation of moist sand over a transfer point 41
Otto Scheffler, Corné Coetzee
Dept. of Mechanical and
Mechatronic Engineering, University of Stellenbosch, Stellenbosch, South Africa
DEM modelling of
elastic-plastic contact behavior for cohesive powders. 42
Robert Hesse, Sergiy Antonyuk
Institute of Particle
Process Engineering, Technical University of Kaiserslautern, Kaiserslautern,
Germany
An SPH study on the
compaction of soft deformable grains. 43
Francisco Goio, Stefan Radl
Institute of Process and
Particle Engineering, Graz University of Technology, Graz, Austria
WEDNESDAY, 6 JULY
2022 -
MECHANICAL BEHAVIOR OF BULK MATERIALS. 44
The role of
Archimedes number in particulate bed void-fraction and flowability. 45
Haim Kalman1,2 and Dmitry
Portnikov1
1
The Laboratory for Conveying and Handling of Particulate Solids, Department of
Mechanical Engineering, Ben-Gurion University of the Negev, Beer Sheva 84105,
Israel.
2
Aaron Fish Chair in Mechanical Engineering – Fracture Mechanics, Israel.
Case Study: Silo and
System Design for Fibrous Recycling Materials. 46
Hans Schneider
Zeppelin Systems GmbH,
Friedrichshafen, Germany
A combined DEM and CNN
model for characterizing and evaluating the performance of ball mills. 47
Yaoyu Li, Runyu Yan *
1 School of Materials Science and Engineering, UNSW
Sydney, NSW 2052, Australia
Rheology of cohesive
powder mixtures. 48
1School of Chemical and Process Engineering, University
of Leeds, Leeds, UK
2UCB Pharma, Chemin du Foriest B-1420 Braine l'Alleud,
Belgium
3School of Mechanical and Power Engineering, Nanjing
Tech University, Nanjing 211816, China
4Fluid Comp, Leeds, UK
Experimental study
of granular heap flow under vertical vibrations. 49
Fabian2, Kiesgen de
Richter Sébastien1
1LEMTA, Université de Lorraine, CNRS, F-54000 Nancy,
France
2Institute of Particle Process Engineering, Technische
Universität Kaiserslautern (TUK), Kaiserslautern, Germany
How a granular pile becomes a glass. 50
Stefan Boettcher *1, Paula A. Gago+2
1Department of Physics, Emory University, Atlanta, USA;
2Department of Earth Science and Engineering, Imperial
College London
Density instabilities and compaction
efficiency in a tapped granular pile. 51
Paula A. Gago*1, Stefan
Boettcher+2
1Department of Earth Science and Engineering, Imperial
College London;
2Department of Physics, Emory University, Atlanta, USA
Optimization of a
flighted rotary drum cross-sectional characteristics. 52
Dmitry Portnikov1, Gennady Ziskind1,2 and Haim
Kalman1,3
1The Laboratory for Conveying and Handling of
Particulate Solids, Department of Mechanical Engineering, Ben-Gurion University
of the Negev, Beer Sheva 84105, Israel.
2Anne Tanenbaum Chair in Engineering Thermodynamics,
Israel.
3Aaron Fish Chair in Mechanical Engineering – Fracture
Mechanics, Israel.
Comparison of
different test methods for the flow property evaluation of fibrous materials. 53
Steffen Beitz1,2, Harald
Zetzener1, Hans Schneider2, Arne Kwade1
1Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
2Zeppelin Systems GmbH, Friedrichshafen, Germany
Reverse Janssen
effect in narrow granular column. 54
Shivam Mahajan1, Michael
Tennenbaum2, Sudhir N. Pathak1, Devontae Baxter2,
Xiaochen Fan2, Pablo Padilla2, Caleb Anderson2,
Alberto Fernandez-Nieves,2,3,4, Massimo Pica Ciamarra1,5
1Division of Physics and Applied Physics, Nanyang
Technological University, Singapore
2School of Physics, Georgia Institute of Technology,
Atlanta, Georgia, USA
3Department of Condensed Matter Physics, University of
Barcelona, Barcelona, Spain
4ICREA-Institució Catalana de Recerca i Estudis Avançats,
Barcelona, Spain
5CNR–SPIN, Dipartimento di Scienze Fisiche, Università di Napoli
Federico II, Napoli, Italy
WEDNESDAY, 6 JULY
2022 -
SILO DESIGN.. 55
Proposal to
structure silo failure analysis. 56
Harald Wilms1, Hans
Schneider2, Christian Dietsche2
1Wilms-ITC, Innovation-Technology-Consulting, Bremen,
Germany
2Zeppelin Systems GmbH, Friedrichshafen, Germany
Process
intensification of hopper discharge of cohesive powders based on modulated
pulsed airflow.. 57
Haifeng Liu*, Lizhuo Zhu, Haifeng Lu,
Xiaolei Guo
Shanghai Engineering
Research Center of Coal Gasification, East China University of Science and
Technology, China
Parametric study and
flow regime map for planar silos and hoppers. 58
Evgeny Rabinovicha,c*,
Haim Kalmanb, Per F. Petersonc
a Nuclear Research Center Negev (NRCN), Beer Sheva,
Israel
b Dept. of Mechanical Engineering, Ben-Gurion University
of the Negev, Beer Sheva, Israel
c Department of Nuclear Engineering, University of
California, Berkeley 94720-1730, US
*Corresponding author: erabinovich78@gmail.com
WEDNESDAY, 6 JULY
2022 -
PNEUMATIC AND MECHANICAL CONVEYING.. 59
Analysing impact
forces & overcoming speed, heat and pressure issues in high capacity belt
support applications. 60
Cameron Thomas Portelli1, Charles Camden Pratt2
1Engineering Department, Kinder Australia, Melbourne,
Australia
2Operations & Sales Department, Kinder Australia,
Melbourne, Australia
Motion resistances
in trough chain conveyors. 61
Andre Katterfeld
Institute of Logistics and
Material Handling Systems,
Otto-von-Guericke University Magdeburg, Germany
Understanding the total cost of
ownership of bulk solids handling systems: a new paradigm to reduce risks in
procurement of solids handling systems and equipment 62
Charles Williams, Mike Bradley
The Solids Handling And
Processing Association, UK
Refill strategy
optimization of a twin-screw feeder with DEM... 63
Peter Toson1, Johannes G.
Khinast1,2
1 Modeling and Prediction, Research Center
Pharmaceutical Engineering, Graz, Austria
2 Institute of Process and Particle Engineering, TU
Graz, Graz, Austria
Development of bulk
material dosing equipment using DEM... 64
Jan Nečas1,2, Jakub
Hlosta1,2, David Žurovec1, Jiří Rozbroj1,
Jiří Zegzulka1,2
1VSB-Technical University of
Ostrava, Faculty of Mining and Geology, 17. listopadu 15/2172, 708 33 Ostrava, Czech
Republic, EU
2VSB-Technical University of
Ostrava, CEET, ENET Centre, Bulk Solid Centre, 17. listopadu 15/2172, 708 33
Ostrava, Czech Republic, EU
Effect of particle
size distribution on frictional head loss in pipe flow of sand-water slurry. 65
Czech Academy of Sciences,
Institute of Hydrodynamics, Prague, Czech Republic
Exploring “Big Data”
on the effect of different materials on pressure drops in pneumatic conveying,
identifying bend and straight pipe losses and bend equivalent lengths. 66
MSA Bradley, T Deng
The Wolfson Centre for
Bulk Solids Handling Technology, University of Greenwich
Study on
characteristics of flow rate regulation in the dense-phase pneumatic conveying
of pulverized coal 67
Haifeng Lu*, Hu Ruan, Xiaolei Guo,
Haifeng Liu
Shanghai Engineering
Research Center of Coal Gasification, East China University of Science and
Technology, China
Determining and
comparing breakage matrices to predict particle attrition in pneumatic
conveyors. 68
MSA Bradley, T Deng
The Wolfson Centre for
Bulk Solids Handling Technology, University of Greenwich
Pneumatic conveying of solids: scale-up
and design of long line systems. 69
Rizk Farid
R & D Solids Handling BASF Formerly, R & D Solids Handling BASF Formerly, Ludwigshafen, Germany. 69
WEDNESDAY, 6 JULY 2022 -
MULTIPHASE FLOW AND FLUIDIZATION.. 70
Confined-fluidization
as a way of improving CO2 capture by adsorption on solid sorbents. 71
R. Girimonte, F. Testa and M. Turano
Department of Computer
Engineering, Modeling, Electronics and Systems (DIMES), University of Calabria, I 87030 Arcavacata di Rende (Cosenza), Italy
Hydrodynamics of
pulse-assisted fluidization of cohesive powder. 72
Ebrahim H. Al-Ghurabi, Mourad
M. Boumaza, Mohammad Asif
Dept. of Chemical
Engineering, King Saud University, Riyadh, Saudi Arabia
Fluidization and
flow behavior of powder coatings when approaching their glass transition
temperature. 73
Helena Weingrill1,
Christina Reichart1, Timothy Aschl1, Denis Schuetz2
1Department of Rheometry, Anton Paar GmbH, Graz,
Austria
2R & D Rheometry, Anton Paar GmbH, Graz, Austria
Hydrodynamics of a
novel directly irradiated fluidized bed autothermal reactor for thermochemical
energy storage. 74
Stefano Padula1, Maurizio
Troiano1,2, Claudio Tregambi2,3, Roberto Solimene2*,
Piero Salatino1
1Dipartimento di Ingegneria Chimica dei Materiali e della
Produzione Industriale, Università degli Studi di Napoli Federico II, Napoli, Italy
2Istituto di Scienze e Tecnologie per l'Energia e la Mobilità
Sostenibili (STEMS), Consiglio Nazionale delle Ricerche, Napoli, Italy
3Dipartimento di Ingegneria, Università degli Studi del
Sannio, Benevento, Italy
The role of
temperature and moisture on polymer materials for additive manufacturing, and
their implications for the process. 75
Denis Schütz1, Helena
Weingrill1
1R&D Rheology (Anton Paar Gmbh, Graz Austria)
Classification of
fine gas born particles in superposed electric and acoustic fields. 76
Krischan Sandmann1, Udo
Fritsching1,2
1Leibniz-Institut für Werkstofforientierte Technologien
- IWT, Badgasteiner Straße 3, 28359 Bremen, Germany
2University of Bremen, Faculty of Production
Engineering, Bibliothekstraße 1, 28359 Bremen, Germany
Investigation of the
wet contact behavior of particles in CFD-DEM simulations of a rotor granulator. 77
Philipp Grohn1, Tobias
Oesau2, Stefan Heinrich2, Sergiy Antonyuk1
1Institute of Particle Process Engineering, Technische
Universität Kaiserslautern, Kaiserslautern, Germany
2Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
An experimental investigation on
channelized granular flows. 78
Luca Sarno1, Maria
Nicolina Papa2, Paolo Villani2
1Institute of Fluid Dynamics, Dept. of Mechanical
Engineering, TU Darmstadt, Darmstadt, Germany
2 Department of Civil Engineering, University of
Salerno, Salerno, Italy
Neural network-based
filtered drag model for cohesive gas-particle flows. 79
Josef Tausendschön1, Stefan Radl2, Sankaran
Sundaresan3
1Institute of Process and Particle Engineering, Graz
University of Technology, Graz, Austria
2 Institute of Process and Particle Engineering, Graz
University of Technology, Graz, Austria 3 Dept. of Chemical and
Biological Engineering, Princeton University, Princeton, USA
Terminal velocity
and drag coefficient for accelerating spherical particles. 80
Haim Kalman1,2, Dmitry
Portnikov1 and Erez Matana1
1
The Laboratory for Conveying and Handling of Particulate Solids, Department of
Mechanical Engineering, Ben-Gurion University of the Negev, Beer Sheva 84105,
Israel.
2
Aaron Fish Chair in Mechanical Engineering – Fracture Mechanics, Israel.
Investigation of
endogenous bubble-induced segregation of a single biomass particle in fluidized
bed reactors. 81
Stefano Iannello1,
Massimiliano Materazzi1
1Department of Chemical Engineering, University College
London, London WC1E 7JE, UK
Solids
mixing/segregation in high temperature dense gas-solid fluidized beds by
capacitance and pressure measurements. 82
Laura Molignano1, Maurizio Troiano1, Roberto
Solimene2*, Sina Tebianian3, Piero Salatino1,
Jean-Franҫois Joly3
1Dipartimento di Ingegneria Chimica, dei Materiali e della
Produzione Industriale, Università degli Studi di Napoli Federico II, Napoli,
Italy
2Istituto di Scienze e Tecnologie per l'Energia e la Mobilità
Sostenibili, Consiglio Nazionale delle Ricerche, Napoli, Italy
3Direction Conception Modélisation Procédés, IFP
Energies Nouvelles, Solaize, France
Efficiency of
stand-alone filters: effects of filter aperture and meshing design. 83
Paula A. Gago*1, Raphael
Blumenfeld1,2, Sheik Rahman3, Stephen Tyson4,
Peter King1
1Department of Earth Science and Engineering, Imperial
College London;
2Cavendish Laboratory Cambridge, UK;
3School of Petroleum Engineering, University of New
South Wales, Australia;
4Universiti Teknologi Brunei, Jalan Tungku Link, Gadong
BE1410, Brunei Darussalam
THURSDAY, 7 JULY 2022 -
COMPUTATIONAL MODELS. 84
Simulation of
hierarchical structure formation during spray drying using CFD-DEM coupling. 85
Silas Wolf, Nane Kühn, Carsten
Schilde
Institute for Particle
Technology, Technische Universität Braunschweig, Braunschweig, Germany
CFD-DEM simulations
of strongly polydisperse particulate solids in the cyclonic flow of dry powder
inhalers. 86
Francesca Orsola Alfano1 ,
Andrea Benassi2,3, Roberto Gaspari2 , Alberto Di Renzo1
, Francesco Paolo Di Maio1
1 DIMES Department, University of Calabria, Cosenza,
Italy
2 Chiesi Farmaceutici S.p.A., Parma, Italy
3 International School for Advanced Studies (SISSA),
Trieste, Italy
Using the Material
Point Method (MPM) to model bulk materials. 87
Corné Coetzee
Department of Mechanical
& Mechatronic Engineering, University of Stellenbosch, Stellenbosch, South
Africa
Multiscale modelling
of granular materials – Calibration of discrete particle models. 88
Thomas Weinhart1,2,
Mohammed Reza Vesal2, Raquel Weinhart-Mejia2, Donna Fitzsimmons2, Anthony R
Thornton1,2
1 Thermal and Fluid Engineering, ET, University of
Twente, Enschede, The Netherlands
2 MercuryLab, Enschede, The Netherlands
An in-depth study of
mixing and turning behavior of a compost pile using Discrete Element Method and
Big-Data analysis. 89
MSc. Mirkhagan Mustafazade1,
MSc. Mohsin Ajmal1, Prof. Dr. Andre Katterfeld1
1Institute of Logistics and Material Handling Systems,
OvGU Magdeburg, Magdeburg, Germany
An optimal
calibration procedure for the Discrete Element Method. 90
Farheez Mohamed1 , Elias
Daouk1 , Mikel Leturia1 , Elodie Beaunac1,2 ,
Anne Charlotte Robisson2 , Carine Ablitzer2 , Khashayar
Saleh1
1Université de Technologie de Compiègne, ESCOM, TIMR
(Integrated Transformations of Renewable Matter), Centre de recherche de
Royallieu, Compiègne, France
2CEA IRESNE/DEC/SA3E/LCU, Cadarache, France
Digital twins to
improve the calibration of DEM simulation of powder processes. 91
Aurélien Neveu1 , Benjamin
Jenkins2 , Dominik Werner2 , Andrei L. Nicusan2
, Christopher R.K. Windows-Yule2 , Geoffroy Lumay3
1 Granutools SPRL, Awans, Belgium
2 School of Chemical Engineering, the University of
Birmingham, Birmingham, UK
3 GRASP laboratory, CESAM research center, University
of Liege, Liege, Belgium
Robust estimation
and validation of contact parameters of iron ore for transfer chute simulation. 92
Guilherme P. De Oliveira, Rodrigo M.
De Carvalho, Henrique A. Peixoto, Luís Marcelo Tavares
Dept. of Metallurgical and
Materials Engineering, Universidade Federal do Rio de Janeiro, Rio de Janeiro,
Brazil.
Investigations of
abrasive sliding and impact wear – a DEM calibration approach. 93
Thomas Roessler, Andre Katterfeld
Chair of Material Handling
Systems, University of Magdeburg, Magdeburg, Germany
DEM simulations of
industrial scale granular chute flows. 94
Satyabrata Patro, Nikhil Kumar Meena,
Anurag Tripathi
Dept. of Chemical
Engineering, Indian Institute of Technology, Kanpur, India
Predicting time
dependent behavior of surface granular flows. 95
Anurag Tripathi1 ,
Satyabrata Patro1 , Sumit Kumar2 , Anubhav Majumdar1
1Dept. of Chemical Engineering, Indian Institute of
Technology Kanpur, Kanpur, India
2Dr. Reddy's Laboratory, Hyderabad, India
THURSDAY, 7 JULY 2022 -
MATHEGRAM SYMPOSIUM... 96
Heat generation by friction and deformation during an
oblique impact 97
Francisco Kisuka1, Colin Hare1,2, Chuan-Yu Wu1
1Dept. of Chemical and Process engineering, University
of Surrey, Guildford, United Kingdom
2 School of Chemical Engineering, Newcastle university,
Newcastle upon Tyne, United Kingdom
Calibration of
CFD-DEM heat transfer model using packed bed experiment 98
Aman Rastogi1, Colin Hare2, Vincenzino
Vivacqua1
1JMTC, Johnson Matthey, UK
2School of Engineering, Newcastle University, UK
DEM modelling of
granular material swelling. 99
Domenica Braile1 , Colin
Hare1,2 , Chuan-Yu Wu1
1Dept. of Chemical and Process Engineering, University
of Surrey, Guildford, United Kingdom
2School of Chemical Engineering, Newcastle University,
Newcastle upon Tyne, United Kingdom
Modeling
particle-scale deformation and heat conduction for a highly dense granular
system with finite volume method. 100
Ranjan Dhakal1,
Philip Cardiff2, Stefan Radl1
1 Institute for Process and Particle Engineering, Graz
University of Technology, Inffeldgasse 13/3, 8010 Graz, Austria
2 School of Mechanical and Materials Engineering,
University College Dublin, Belfield, D4, Dublin, Ireland
CFD-DEM model for
high-temperature processes. 101
Jelena Mačak1,2,
Christoph Goniva1, Stefan Radl2
1 DCS Computing GmbH, Linz, Austria
2 Institute of Process and Particle Engineering, Graz
University of Technology, Graz, Austria
Sources of error
when measuring the hydraulic conductivity of a granular material at different
temperatures. 102
Marina S Bortolotto1, David M G Taborda1,
Catherine O'Sullivan1
1Department of Civil and Environmental Engineering,
Imperial College London, London, UK
Fundamental basis
for a novel approach to indirectly measure the effective thermal conductivity of
granular materials. 103
Tokio Morimoto1,
Catherine O'Sullivan1, David M. G. Taborda1
1Dept. of Civil and Environmental Engineering, Imperial
College London, London, UK
The effect of
temperature on the spreading of powder layers in selective laser sintering. 104
Sina Zinatlou Ajabshir *, Diego
Barletta, Daniele Sofia, Massimo Poletto
Dipartimento di Ingegneria Industriale, Università degli
Studi di Salerno, Fisciano SA, Italy
In-situ monitoring
and modeling of single-layer selective laser sintering of polyamide powders. 105
Balaji Soundararajan1, Daniele Sofia1,2, Diego
Barletta1, Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno,
Salerno, Italy
2Sense square Srl, Salerno, Italy
A numerical study of
heat transfer mechanisms in dense particulate systems using DEM... 106
Rafael Rangel1 ,
Alessandro Franci1 , Alejandro Cornejo1 , Francisco
Zárate1 , Eugenio Oñate1
1 International Center for Numerical Methods in
Engineering (CIMNE), Universitat Politècnica de Catalunya (UPC), Barcelona,
Spain
Analysis of
sintering of ceramic powder systems by in-situ synchrotron nano-tomography. 107
Aatreya Manjulagiri Venkatesh1
, Didier Bouvard1 , Pierre Lhuissier1 , Julie Villanova2
1Univ. Grenoble Alpes, CNRS, Grenoble INP, SIMAP, 38000
Grenoble, France
2ESRF - The European Synchrotron, 71 Avenue des
Martyrs, 38000 Grenoble, France
Modeling grain
growth and arbitrarily shaped particles in sintering with the discrete element
method. 108
Brayan Paredes-Goyes1 ,
David Jauffres1 , Christophe L. Martin1
1Univ. Grenoble Alpes, CNRS, Grenoble INP, SIMaP,
Grenoble, France
THURSDAY, 7 JULY 2022 -
POWDER TESTING AND CHARACTERIZATION.. 109
An X-ray
microtomography study of packing behaviour metal powders during filling,
compaction and ball indentation process. 110
Mozhdeh Mehrabi1, Ali
Hassanpour1, Andrew Bayly1
1Dept. of Chemical and Process Engineering, University
of Leeds, Leeds, UK
Soft wheat flour
quality parameters assessment by Near Infrared Spectroscopy: from laboratory to
shelf 111
Giuseppe Bonifazi1,2*,
Riccardo Gasbarrone1, Silvia Serranti1,2
1Department of Chemical Engineering, Materials &
Environment, Sapienza University of Rome, Rome, Italy.
2Research Center for Biophotonics, Sapienza University
of Rome, Latina, Italy.
Bulk solids on the
Moon - Characterization of the innovative Lunar Regolith Simulants TUBS-M,
TUBS-T and TUBS-I. 112
Lisa Windisch1, Stefan
Linke2, Arno Kwade3, Enrico Stoll4, Carsten
Schilde5
1,3,5Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
2,4Chair of Space Technology, TU Berlin, Berlin, Germany
Effect of moisture
content, size distributions and particle shape on flowability: angle of repose,
tilting angle, and Hausner ratio. 113
Haim Kalman
Aaron Fish Chair in Mechanical Engineering – Fracture
Mechanics, The Laboratory for Conveying and Handling of Particulate Solids,
Department of Mechanical Engineering, Ben-Gurion University of the Negev, Beer
Sheva 84105, Israel.
An investigation
into the effect of drying on the flowability of the bulk pulverised cassava
grits. 114
Hamed J. Sarnavi1,
Marcelo Precoppe1, Hamid Salehi2,3, Michael S.A. Bradley3,
Pablo García-Triñanes2
1 Natural Resources Institute, University of Greenwich,
Chatham Maritime, UK
2 Materials and Chemical Engineering Group, University
of Greenwich, Chatham Maritime, UK
3 Wolfson Centre for Bulk Solids Handling Technology,
University of Greenwich, Chatham Maritime, UK
Moisture caking:
Accelerated caking tests. 115
Jairo Paternina, David Craig, Mason
Parker
Jenike & Joahnson,
Inc. (Tyngsboro, Massachusetts, USA)
A novel method
developed to measure tensile strength of cohesive powders. 116
Vivek Garg, Tong Deng, Richard Farnish, Mike Bradley
The Wolfson Centre for
Bulk Solids Handling Technology, School of Engineering, Faculty of Engineering
& Science, University of Greenwich, Central Avenue, Chatham, Kent, ME4 4TB,
UK
Influence of
particle size and void fraction on evaluation of flowability and cohesiveness
of a test of powder discharge by air pressure. 117
Koichiro Ogata1, Daigo Ariga2, Shunta
Tsukuma2, Yuuma Hirose2
1Dept. of Mechanical Engineering, National Institute of
Technology, Oita College, Oita, Japan
2 Dept. of Mechanical
and Environmental System Engineering, National Institute of Technology, Oita
College, Oita, Japan
Comparison of
low-stress flowability measurement techniques: ball indentation and shear cell 118
Azza Aly-Mahmoud1,2 ,
Colin Hare1,3 , Chuan-Yu Wu 1 , Ali Hassanpour4
1 Chemical and Process Engineering, University of
Surrey, Guildford, UK
2 Physics department, Alexandria University,
Alexandria, Egypt
3 School of Engineering, Newcastle University,
Newcastle upon Tyne, UK
4 School of Chemical and Process Engineering,
University of Leeds, Leeds, UK
Measurement of
particle contact area using a mechanical surface energy tester and influences
of surface texture of powders on particle adhesion. 119
Vivek Garg, Tong Deng, Richard
Farnish, Mike Bradley
The Wolfson Centre for
Bulk Solids Handling Technology, School of Engineering, Faculty of Engineering
& Science, University of Greenwich, Central Avenue, Chatham, Kent, ME4 4TB,
UK
Flowability and
granular compaction from industrial powders to frontier science seeking for the
missing key. 120
Maria-Graciela Cares1 ,
Maria-Camila Jimenez1,2, Andrea SuazaMontalvo1 ,Véronique
Falk1
1 LRGP-CNRS, Université de Lorraine, Nancy, France
2 Dep. of Process Engineering, INRS,
Vandœuvre-lès-Nancy, France)
Production of
composite materials from spray drying and warm compaction. 121
Sophia Rothberg, Swantje
Pietsch-Braune, Stefan Heinrich
Institute of Solids
Process Engineering and Particle Technology, Hamburg University of Technology,
Hamburg, Germany
The Virtual
Formulation Laboratory: a novel means to facilitate smooth transition of new
powder formulations across the divide between formulation development and
manufacturing. 122
M Bradley, C Sinka, M Ghadiri, J Heng
Universities of Greenwich,
Leicester, Leeds and Imperial
Predicting turbulent
shear stress in pharmaceutical vessels. 123
Róisín Hurley1, Patrick
Frawley2
1Dept. of Mechanical Engineering, University of
Limerick, Limerick, Ireland
2Dept. of Aeronautical Engineering, University of
Limerick, Limerick, Ireland
A regime map for dry
powder coating. 124
Marv Khala1, Colin
Hare2, Vikram Karde3 and Jerry Heng3
1Dept. of Chemical & Process Engineering,
University of Surrey, Guildford, UK
2School of Engineering, Newcastle University, Newcastle
upon Tyne, UK
3Dept. of Chemical Engineering, Imperial College
London, London, UK
Investigating
particle properties and process parameters for generating efficient dry
particle coated system.. 125
Vikram Karde1 , Marv J.
Khala2,3 , Colin Hare3 , Jerry Y. Y. Heng1,4
1Department of Chemical Engineering, Imperial College
London, London, U.K.
2Department of Chemical and Process Engineering,
University of Surrey, Guildford, U.K. 3School of Engineering,
Newcastle University, Newcastle, U.K.
4Institute of Molecular Science and Engineering,
Imperial College London, London, U.K.
Water storing bulk granular
materials for concrete 3D printing. 126
Leigh Duncan Hamilton1 ,
Sandra Breitung-Faes2 , Arno Kwade3
1,2,3Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
Key words: Additive
manufacturing, water storage, dry water, granular material, flowability
Development of
hyperspectral imaging classification model applied to the recognition and
sorting of post-earthquakeconstruction waste. 127
G. Bonifazi1, O. Trotta1,
G. Capobianco1, S. Serranti1
1Department of Chemical Engineering, Materials &
Environment, Sapienza – University of Rome, Via Eudossiana, 18, 00184 Roma,
Italy
2Research
Center for Biophotonics, Sapienza University of Rome, Latina, Italy.
FRIDAY, 8 JULY 2022 -
COMPUTATIONAL MODELS. 128
Resolved simulation
of particle collisions on wet microstructured surfaces. 129
David Strohner1 , Sergiy
Antonyuk1
1Technische Universität Kaiserslautern, Institute of
Particle Process Engineering, Kaiserslautern, Germany
Development and
application of BPM-DEM to study mechanics of frozen granular materials. 130
Tsz Tung Chan1 , Jürgen
Grabe2 , Stefan Heinrich1 , Maksym Dosta1
1 Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology (TUHH), Hamburg, Germany
2 Institute of Geotechnical Engineering and
Construction Management, Hamburg University of Technology (TUHH), Hamburg,
Germany
Multi-Scale and
Multi-Physics Modelling of particle and fluid-particle flow using DEM and
CFD-DEM... 131
Christoph Goniva1,
Riccardo Togni1, Marcel Kwakkel1 and Christoph Kloss1
1DCS Computing GmbH, Linz, Austria
Tensor-based coarse
graining method. 132
Zorica Ristic1, 2 , Arno
Mayrhofer2 , Stefan Radl1
1 Institute of Process and
Particle Engineering, Graz University of Technology, Graz, Austria
2 DCS Computing GmbH, Linz, Austria
On the use of
coarse-graining to bridge the discrete and continuum descriptions of granular
materials. 133
Hongyang Cheng1,
Stefan Luding2, Thomas Weinhart2
1Department of Civil Engineering, Faculty of
Engineering Technology, MESA+, University of Twente, P.O. Box 217, 7500 AE
Enschede, The Netherlands
2Multi-Scale Mechanics (MSM), Faculty of Engineering
Technology, MESA+, University of Twente, P.O. Box 217, 7500 AE Enschede, The
Netherlands
Modelling hopper
discharge of elongated particles with different shape representation methods. 134
Marina Sousani1,
Stefanos-Aldo Papanicolopulos2, Andreas Piskopakis1,
Timothy Heelis1
1EDEM, Altair Engineering Ltd, Edinburgh, United
Kingdom
2School of Engineering, Institute for Infrastructure
and Environment, The University of Edinburgh, Edinburgh, United Kingdom
Effect of
coarse-grain scaling in Discrete Element Method (DEM-CFD) modelling of CFB
riser reactors. 135
Erasmo S. Napolitano1 ,
Alberto Di Renzo1 , Francesco P. Di Maio1
1 DIMES Department, Università della Calabria, Rende (CS),
Italy
MercuryDPM: Fast,
flexible, particle simulations. 136
Anthony R Thornton1,2,
Thomas Weinhart1,2, et al.3
1Thermal and Fluid Engineering (ET), University of
Twente, Drienerlolaan 5, 7500 AE Enschede, The Netherlands
2MercuryLab, Mekkelholtsweg 10, 7523 DE Enschede, The
Netherlands.
3A full list of contributors can be found here:
https://www.mercurydpm.org/about-this-code/team
Triaxial testing for
granular materials using the Discrete Element Method. 137
John P. Morrissey1 ,
Stefan Pantaleev1,2 , Jin Y. Ooi1
1 School of Engineering, University of Edinburgh,
Edinburgh, UK.
2 Altair EDEM, Edinburgh, UK
Coupling of DEM and
flowsheet simulations for screen mills in roller compaction process. 138
Christian Eichler, Maksym Dosta,
Stefan Heinrich
Institute of Solids
Process Engineering and Particle Technology, Hamburg University of Technology,
Hamburg, Germany
Benchmark of
different discrete particle models for the simulation of pneumatic conveying of
additive manufacturing metallic powders. 139
Lorenzo Pedrolli1*,
Alejandro López1, Inger Martinez de Arenaza1, Beatriz
Achiaga Menor1
1Dept. of Mechanics, Design and Industrial
Organization, University of Deusto, Bilbao, Spain
Analysis of
micron-sized particle emission from the capsule of a Dry Powder Inhaler through
DEM simulations. 140
Francesca Orsola Alfano1,
Alberto Di Renzo1, Francesco Paolo Di Maio1, Martin
Sommerfeld2
1 DIMES Department, University of Calabria, Cosenza,
Italy
2 Fakultät für Verfahrens- und Systemtechnik, Otto von
Guericke University, Magdeburg, Germany
Wear deformation
prediction of convex pattern surface using DEM... 141
Yunpeng Yan1, Rudy Helmons1,2
Craig Wheeler3, Michael Carr3,
Dingena Schott1
1 Department of Maritime and Transport Technology, Delft
University of Technology, 2628 CD Delft, The
Netherlands
2 Department of Mineral Processing and HSE, Norwegian
University of Science and Technology, 7031 Trondheim, Norway
3 School of Engineering, The University of Newcastle,
Callaghan 2308, Australia
FRIDAY, 8 JULY 2022 -
INDUSTRIAL CASE STUDIES. 142
Improving a pneumatic
conveying system for coffee beans to reduce attrition. 143
Harald Wilms1, Sebastian
Husheer2
1Wilms-ITC, Innovation-Technology-Consulting, Bremen,
Germany
2Jacobs Douwe Egberts DE GmbH, Bremen, Germany
Leveraging
Artificial Intelligence to speed up DEM simulations: A wheel loader case study. 144
Spyridon Mallios, Marina
Sousani, Livio Mariano
Altair Engineering, Troy,
Michigan, United States
Innovations in
particle technology modelling to improve industrial product development 145
Stefan Bellinghausen1,
Dana Barrasso2, Sean K. Bermingham1
1 Siemens Process Systems Enterprise Ltd., London, UK
2 Siemens Process Systems Enterprise Inc., Parsippany,
NJ, USA
The application of
multi screw feeders to avoid flow problems: Sometimes one screw is not enough! 146
Eddie McGee1
1 Managing Director, Ajax Equipment Ltd, Milton Works,
Mule Street, Bolton BL2 2AR, UK
Improved processing in
extrusion by BASF. 147
Rou Hua, Chua1*, Edward,
Bohres1, Xue, Liu2, Alexej, Michailovski1 ,
Maik, Nowak1 , Frank, Runge1 , Martin, Kraus1
, Frank, Kleine Jäger1
1BASF SE, Ludwigshafen, Germany
2BASF Corporation, Beachwood, United States
Examples for
handling of post-consumer plastic waste. 148
Harald Wilms1
1Wilms-ITC, Innovation-Technology-Consulting. Bremen,
Germany
Estimation of the
temporal variations of the feed of a sinterization process aided by a
voxelization-based numerical approach. 149
Horacio Andrés Petit1,
Luis Marcelo Tavares1
1Department of Metallurgical and Materials Engineering,
Universidade Federal do Rio de Janeiro – COPPE/UFRJ, Cx. Postal 68505, CEP
21941-972, Rio de Janeiro, RJ, Brazil
Modeling of
stockpile drainage and seepage in real applications. 150
Jairo Paternina1,
Francisco Cabrejos2, David Craig1, Rogerio Ruiz3,
Corin Holmes4, Enes Kaya4
1Jenike & Johanson, Tyngsboro, Massachusetts, USA
2Jenike & Johanson, Viña del Mar, Chile
3Jenike & Johanson, Vinhedo, Brasil
4Jenike & Johanson, Belmont, WA, Australia
FRIDAY, 8 JULY 2022 -
MIXING AND SEGREGATION.. 151
Description of size
segregation in multicomponent mixtures using a probabilistic continuum model 152
Monica Tirapelle1, Silvia
Volpato1 , Andrea C. Santomaso1
1Dept. of Industrial Engineering, University of Padova,
Padova, Italy)
Solid state material
driven turbine to reduce segregation effects in bunkers. 153
Michael Denzel1, Michael
Prenner1
1Chair of Mining Engineering and Mineral Economics –
Conveying Technology and Design Methods, University of Leoben, Leoben, Austria
The development of
new radial stress theory to predict segregation: The relationship between mass
flow, segregation prevention, and stress and gas pressure gradients. 154
Kerry Johanson1
1Material Flow Solutions, Gainesville FL, USA
Batch versus
continuous powder mixing of excipients and active pharmaceutical ingredients. 155
Maarten Jaspers1,
Pauline H.M. Janssen1, Bastiaan H.J. Dickhoff1
1Dept. of Innovation and Technical Solutions, DFE
Pharma GmbH & Co, Goch, Germany
Advantages of a
continuous measurement of great mass flows in a mixing process for cement plant
application using an electromagnetic + time of flight online massflow meter. 156
Tiago Morais1, Philipp
Tretow1, Lars Orzelkiewicz1, Gilles Campagnola2,
Alexandra Schmedt1
1ENVEA Process SchlingenGermany
2 ENVEA Spa Verano Brianza Italy
FRIDAY, 8 JULY 2022 -
COMPACTION AND TABLETING.. 157
Modeling the shear
sensitivity of lubricated powders in a paddle feeder. 158
Daniel Puckhaber1,2, Arno
Kwade1,2, Jan Henrik Finke1,2
1Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
2Center for Pharmaceutical Engineering (PVZ), TU
Braunschweig, Braunschweig, Germany
Processing of living
microorganisms: Fluidized-bed granulation and tableting. 159
Karl Vorländer1,2, Arno Kwade1,2, Jan Henrik
Finke1,2, Ingo Kampen1,2
1Institute for Particle Technology, Technische
Universität Braunschweig, Braunschweig, Germany
2Center of Pharmaceutical Engineering (PVZ), Technische
Universität Braunschweig, Braunschweig, Germany
Material and Process
Analyses for the Derivation of Process and Property Models in Food Compaction. 160
René Rösemeier-Scheumann1,2,
Jan Henrik Finke1,2, Ulrich Bobe3, Annabel Bozon3,
Arno Kwade1,2
1Institute for Particle Technology (iPAT), TU
Braunschweig, Brunswick, Germany
2Center of Pharmaceutical Engineering (PVZ), TU
Braunschweig, Brunswick, Germany
3Department of Science & Technology, Nestlé Product
Technology Centre, Singen, Germany
Modeling of
high-density compaction of pharmaceutical tablets using Multi-Contact Discrete Element Method. 161
Kostas Giannis 1,2,*, Carsten Schilde 1,2, Jan Henrik Finke 1,2 and
Arno Kwade 1,2
1Center of Pharmaceutical Engineering (PVZ), Technische
Universität Braunschweig, Franz-Liszt-Str. 35A, 38106 Braunschweig, Germany
2Institute for Particle Technology (iPAT), Technische
Universität Braunschweig, Volkmaroder Str. 5, 38104 Braunschweig, Germany
Three-dimensional
discrete element modelling of diametrical compression of annular tablet 162
Jiawei Hu, Chuan-Yu Wu*
Department of Chemical and
Process Engineering, University of Surrey, Guildford, U.K.
Material-independent
description of die filling in rotary tablet presses. 163
Ann Kathrin Schomberg1,2,
Jan Henrik Finke1,2, Arno Kwade1,2
1Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
2Center for Pharmaceutical Engineering (PVZ), TU
Braunschweig, Braunschweig, Germany
The effect of
particle adhesion on die filling performance in a gravity filling device. 164
Mohammadreza Alizadeh Behjani1,
Chao Zheng1, Omar M Ismail1, Edward Yost2,
Ariel Muliadi2, Chuan-Yu Wu 1
1School of Chemical and Process Engineering, University
of Surrey, Guildford, UK
2Small Molecule Pharmaceutical Sciences, Genentech,
South San Francisco, USA
The protective
potential of cushioning coatings on enteric-coated pellets during tableting. 165
Lara Stein1,2,3, Sonja
Bauhuber3, Gernot Warnke3, Jan Henrik Finke1,2
1Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
2Center of Pharmaceutical Engineering, TU Braunschweig,
Germany
3JRS PHARMA GmbH & Co. KG, Rosenberg, Germany
FRIDAY, 8 JULY 2022 -
AGGLOMERATION AND GRANULATION.. 166
Novel approach for
the characterization of powder caking. 167
Alessandra Hausmann1,
Britta Buck2, Lukas Blesinger2, Frank Kleine Jäger2,
Daryl Williams3
1Department for Materials, Imperial College London,
London, UK
2BASF SE, Ludwigshafen, Germany
3Department for Chemical Engineering, Imperial College
London, London, UK
Pellet screenings
sintering. 168
Helio Pereira1, Phillipe
Rocha2, Antonio Peres3
1 Iron Ore Agglomeration, Sintering and Pelletizing
Consultant, Belo Horizonte, Brazil
2 Technical Marketing Specialist, Anglo American,
Singapore, Singapore
3 Dept. of Metallurgical and Materials Engineering,
Federal University of Minas Gerais, Belo Horizonte, Brazil
Parametric study of
residence time distributions and granulation kinetics as a basis for process
modeling of twin-screw wet granulation. 169
Timo Plath1*, Carolin
Korte2, Rakulan Sivanesapillai2, Thomas Weinhart1
1 Multi-Scale Mechanics, TFE, ET, MESA+, University of
Twente, P.O. Box 217, 7500 AE Enschede, The Netherlands
2 Process
Technology Development, Engineering & Technology, Bayer AG, 51368
Leverkusen, Germany
Influence of spray
configuration and material on particle formulation in fluidized beds with
liquid injection. 170
Maike Orth1, Swantje
Pietsch-Braune1, Stefan Heinrich1
1 Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
Structuration of
plant-based milk powder for improved reconstitution. 171
Kathrin Kramm1, Jana
Kammerhofer2, Vincent Meunier3, Swantje Pietsch-Braune1,
Stefan Heinrich1
1Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
2Nestlé Product Technology Center Dairy, Konolfingen,
Switzerland
3Nestlé Research, Lausanne, Switzerland
FRIDAY, 8 JULY 2022 -
THERMOMECHANICAL BEHAVIOUR OF GRANULAR MATERIALS. 172
Powder flow and heat
transfer in a rotary kiln with baffles. 173
Benjamin Glasser1,
Elaheh Ardalani2, William Borghard1, Alberto Cuitino2
1Dept. of Chemical and Biochemical Engineering, Rutgers
University, Piscataway NJ, USA
2Dept. of Mechanical and Aerospace Engineering, Rutgers
University, Piscataway NJ, USA
Hot or cool; powder
characterization in non-ambient conditions – high- and low-temperature ring
shear testing. 174
Denis Schütz1, Helena
Weingrill1
1R&D Rheology (Anton Paar Gmbh, Graz Austria)
Influence of
temperature on the packing dynamics of powders. 175
Aurélien Neveu1, Geoffroy
Lumay2, Filip Francqui1
1Granutools SPRL, Awans, Belgium
2GRASP laboratory, CESAM research center, University of
Liege, Liege, Belgium
The effect of
temperature on the flow properties of SiC powders. 176
Pablo García-Triñanes1,2,
Diego Barletta3, Massimo Poletto3
1Materials and Chemical Engineering Group, School of
Engineering and the Built Environment, University of Greenwich, Chatham
Maritime, UK
2Wolfson Centre for Bulk Solids Handling Technology,
School of Engineering and the Built Environment, University of Greenwich,
Chatham Maritime, UK
3Dipartimento di Ingegneria Industriale, Università degli
Studi di Salerno, Via Giovanni Paolo II, 132, 84084 Fisciano (SA), Italy
DEM simulation
study: the effect of temperature on powder spreading in selective laser
sintering. 177
Sina Zinatlou Ajabshir1,2*,
Colin Hare2, Diego Barletta1, Daniele Sofia1,
Massimo Poletto1
1Dipartimento di Ingegneria Industriale, Università degli
Studi di Salerno, Fisciano SA, Italy
2 School of Engineering, Newcastle University,
Newcastle upon Tyne NE1 7RU, United Kingdom
FRIDAY, 8 JULY 2022 - DUST
AND AEROSOL EMISSIONS. 178
Optimization of a
sampling method of airborne metallic ultrafine particles by cascade impactors. 179
Virginie Matera1, Naïma
Gaudel1, Sébastien Bau1
1Dept. of Pollutants Metrology, INRS (French National
Institute of Research and Safety), Vandoeuvrelès-Nancy, France
Novel technique for
economic and continuous analysis of dust exposure levels in real-life
production. 181
Michael Pilz1, Britta Buck1,
Jens Dittmann1, Rainer Friehmelt1, Frank Kleine Jäger1
1BASF SE, Ludwigshafen, Germany
Impact of powders
flowability improvement on their dustiness generation. 182
Maria-Camila Jiménez-Garavito1,2,
Maria-Graciela Cares-Pacheco2, Fabien Gerardin1,
Véronique Falk2
1Institut national de recherche et de sécurité, 54519,
Vandœuvre-lès-Nancy, France
2Laboratoire de Réactions et Génie des Procédés, 54000,
Nancy, France
SATURDAY, 9 JULY 2022 - FROM
PARTICLE CONTACTS TO BULK BEHAVIOUR.. 183
Modeling snow
deformation: from a meso grain to bulk behavior. 184
Mohammed Hassan1, Eelco
Verhulp 2, Vanessa Magnanimo3, Stefan Luding4
1MSM-ET-TFE, University of Twente, Enschede,
Netherlands
2Apollo Tyres Global R&D B.V., Enschede,
Netherlands
3CME -ET, University of Twente, Enschede, Netherlands
4MSM-ET- TFE, University of Twente, Enschede,
Netherlands
A Study on the
charge neutralising effect of Aluminium Stearate in triboelectrification. 185
Jiachen Guo1,2, Wei Pin
Goh1, Mojtaba Ghadiri1
1School of Chemical and Process Engineering, University
of Leeds, Leeds, UK
2College of Civil Aviation, Nanjing University of
Aeronautics & Astronautics, Nanjing, China
Adhesive
particle-particle contact and how it affects ceramic's bulk flow behaviour. 186
Zohreh Farmani1, Joshua.A.
Dijksman1
1Dept. of Physical Chemistry and Soft Matter,
University of Wageningen, Wageningen, The Netherlands
From particles to
continuum: Review of micro-macro approaches. 187
Stefan Luding1
1Multi-Scale Mechanics (MSM), Department Thermal and
Fluid Engineering (TFE), Faculty of Engineering Technology (ET), MESA+, POBox
217, 7500AE Enschede, NL
Implementation and
Calibration of a Viscoelastic Bonded-Particle model: comparison of Burgers and
Generalized Maxwell Relations and their flow prediction ability. 188
Michael Mascara1,2, Arno
Mayrhofer1, Stefan Radl2, Christoph Kloss1
1 DCS Computing GmbH, Industriezeile 35a, 4020 Linz,
Austria
2 TU Graz, Institute of Process and Particle
Engineering, Inffeldgasse 13/III, 8010 Graz, Austria
Concrete parts from
the powder bed – Material modification for selective cement activation. 189
Niklas Meier1, Harald
Zetzener1, Arno Kwade1
1Institute for Particle Technology, TU Braunschweig,
Braunschweig, Germany
Keywords: concrete, powder
bed, 3D-printing, SCA, flowability, porosity
Prediction of bulk
flow properties using mechanical surface energy tester. 190
Vivek Garg, Tong Deng, Richard
Farnish, Mike Bradley
The Wolfson Centre for
Bulk Solids Handling Technology, School of Engineering, Faculty of Engineering
& Science, University of Greenwich, Central Avenue, Chatham, Kent, ME4 4TB,
UK
SATURDAY, 9 JULY 2022 - ADDITIVE MANUFACTURING AND
POWDER SINTERING.. 191
Surface tailored
metal particles for additive manufacturing. 192
Arne Lüddecke1, Harald
Zetzener1, Jan Sehrt2, Arno Kwade1
1Institute for Particle Technology, Technische
Universität Braunschweig, Germany
2Hybrid Additive Manufacturing, Ruhr-Universität Bochum,
Bochum, Germany
Keywords: Additive
manufacturing, PBF-LB/M, Powder flowability, Nanoparticles
Material properties
and process parameter optimization in Selective Laser Sintering of polymers. 193
Federico Lupone1, Elisa
Padovano1, Francesco Casamento1, Claudio Badini1
1Dept. of Applied Science and Technology (DISAT),
Polytechnic of Turin, Turin, Italy
Fluidized bed
machining of AlSi10Mg samples produced by additive manufacturing. 194
Maurizio Troiano1, Andrea
El Hassanin1, Alessia Teresa Silvestri1,2, Fabio
Scherillo1, Fabrizio Scala1, Roberto Solimene3*,
Antonino Squillace1, Piero Salatino1 194
1Dipartimento di Ingegneria Chimica, dei Materiali e della
Produzione Industriale, Università degli Studi di Napoli Federico II, Napoli,
Italy
2Dipartimento di Ingegneria Gestionale, dell'Informazione e
della Produzione, Università degli Studi di Bergamo, Bergamo, Italy
3Istituto di Scienze e Tecnologie per l'Energia e la Mobilità
Sostenibili, Consiglio Nazionale delle Ricerche, Napoli, Italy
Quantitative
analysis of the powder layer quality in the Selective Laser Sintering process:
Experiments and DEM modelling. 195
Marco Lupo1, Daniele Sofia1,2,
Diego Barletta1, Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno,
Salerno, Italy
2Sense square Srl, Salerno, Italy
Spreadability versus
flowability: Transient jamming makes them different 196
Wei Pin Goh1, Wenguang Nan1,2,
Mehrdad Pasha1,3, Mojtaba Ghadiri1
1School of Chemical and Process Engineering, University
of Leeds, Leeds, UK
2School of Mechanical and Power Engineering, Nanjing
Tech University, Nanjing 211816, China
3UCB Pharma, Chemin du Foriest B-1420 Braine l'Alleud,
Belgium
Modelling of selective laser sintering
of visco-elastic powders. 197
Juan E. Alvareza, Bert Nijkampa,
Hongyang Chenga,b, Stefan Ludinga, Thomas Weinharta
aMulti-scale Mechanics, University of Twente, The Netherlands.
bDepartment of Civil Engineering, University of Twente, The
Netherlands.
A comparative study
on polymeric materials for the selective laser sintering process. 198
Daniele Sofia1,2, Diego
Barletta1, Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno,
Salerno, Italy
2Sense square Srl, Salerno, Italy
A new approach to quantify
powder's bed surface roughness in additive manufacturing. 199
Hamid Salehi1, 2, John
Cummins1, Enrico Gallino3, Neil Harrison4, Ali Hassanpour5 and
Mike Bradley1
1Wolfson Centre for Bulk Solids Handling Technology,
University of Greenwich, Chatham, UK
2School of Engineering, University of Greenwich,
Chatham, UK
3RICOH UK Products Ltd, Priorslee, Telford, UK
4Carpenter Additive, Widnes, UK
5School of Chemical and Process Engineering, University
of Leeds, Leeds, UK
SATURDAY, 9 JULY 2022 -
PARTICLE DEFORMATION.. 200
Particle-wall
collision characteristics for non-spherical particles under normal impact:
Numerical investigation. 201
Rahul Tarodiya, Avi Levy
Dept. of Mechanical
Engineering, Ben-Gurion University of the Negev, Beer-Sheva, Israel
Discrete Element
Modeling of strongly deformed particles in dense shear flows. 202
Nazanin Ghods1, Payam Poorsolhjouy2,
Marcial Gonzalez3,4, Stefan Radl1
1 Institute of Process and Particle
Engineering, Graz University of Technology, Inffeldgasse 13/III, 8010, Graz,
Austria
2 Department of the Built Environment, Eindhoven
University of Technology, 5612 AZ Eindhoven, Netherlands
3 School of Mechanical Engineering, Purdue University,
West Lafayette, IN 47907, USA
4 Ray W. Herrick Laboratories, Purdue University, West
Lafayette, IN 47907, USA
Water content
related changes on wood pellet properties. 203
Abdullah Sadeq1, Swantje
Pietsch1, Maksym Dosta1, Stefan Heinrich1
1Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
Understanding
structured particle breakage using population balance modeling coupled with FEM
calculation and phase-field model (PFM) prediction of crack propagation. 204
Kerry Johanson1
1Material Flow Solutions, Gainesville FL, USA
Modelling of surface
erosion for polymers and polymer composites due to solid particle impact 205
Rahul Tarodiya, Avi Levy
Dept. of Mechanical
Engineering, Ben-Gurion University of the Negev, Beer-Sheva, Israel
Modelling particle
breakage using a bonded particle model 206
John P. Morrissey1 ,
Xizhong Chen2 , Li Ge Wang3 , Jin Y. Ooi1
1 School of Engineering,
University of Edinburgh, Edinburgh, UK.
2 Department of Chemical
and Biological Engineering, University of Sheffield, Sheffield, UK 3 Process
Systems Enterprise, Hammersmith, London, United Kingdom
Numerical
investigation of hydro-abrasive erosion of Pelton turbine injector. 207
Rahul Tarodiya1, Subodh
Khullar2, Avi Levy1
1Dept. of Mechanical Engineering, Ben-Gurion University
of the Negev, Beer-Sheva, Israel
2Dept. of Mechanical and Industrial Engineering, IIT
Roorkee, Roorkee, India
Simulation of
surface abrasion in DEM... 208
R. Capozza and K. J. Hanley
School of Engineering,
Institute for Infrastructure and Environment The University of Edinburgh,
Edinburgh EH9 3JL, UK
POSTERS. 209
A numerical
assessment of different bend geometries for reducing erosion during pneumatic
conveying. 210
Eric Drescher1, Shoya
Mohseni-Mofidi2, Claas Bierwisch2, Harald KruggelEmden1
1Chair of Mechanical Process Engineering and Solids
Processing, Technische Universität Berlin, Berlin, Germany
2Fraunhofer Institute for Mechanics of Materials IWM,
Freiburg, Germany
Pneumatic handling
of bio and recycled solids (PHOBARS project) 211
Manuela Quezada Henry1, Mikel Leturia1, Elias
Daouk1, Thierry Destoop2, Fabrice Bonny2,
Antoine Flament2, Mathieu Morin3, Sina Tebianian3,
Khashayar Saleh1
1Université de Technologie de Compiègne, ESCOM, TIMR
(Integrated Transformations of Renewable Matter), Centre de recherche de
Royallieu, Compiègne, France
2NEU-JKF Process, La Chapelle d'Armentières, France
3IFP Energies Nouvelles, Solaize, France
Impact of powder and
tableting parameters on tablet properties. 212
Amine Ait Ouazzou1, Yogesh
Harshe2, Vincent Meunier3, Stefan Heinrich4
1,4Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
2,3Nestlé Research, Route du Jorat 57, CH 1000 Lausanne,
Switzerland
Experimental investigation
on the role of particle shape and cohesion in the bulk flow behaviour of glass
particles in a rotating drum.. 213
Wei Pin Goh, Mojtaba Ghadiri
School of Chemical and
Process Engineering, University of Leeds, Leeds, UK
Preliminary
investigation of fluidized bed reactors for carbon dioxide methanation by TPSIM
Win software. 214
Cesare Saccani, Marco Pellegrini,
Alessandro Guzzini
Department of Industrial
Engineering (DIN), University of Bologna, Bologna, Italy
Investigation of the
agglomeration of particulate matter in chimneys using acoustic flow.. 215
Kristina Kilikevičienė1*,
Rimantas Kačianauskas1, Vytautas Rimša2, Artūras Kilikevičius1
1 Institute of Mechanical Science, Vilnius Gediminas
Technical University, Vilnius, Lithuania
2 Department of Aviation Technologies, Vilnius
Gediminas Technical University, Vilnius, Lithuania
Meso-scale DEM for
flowability assessment of weakly consolidated fine powders in industry. 216
Rahul Sharma1, Massimo
Poletto1, Diego Barletta1, Jin Ooi2, Stefanos Papanicolopulos2, Marina Sousani3
1Department of Industrial Engineering, University of
Salerno, Salerno, Italy
2School of Engineering, The University of Edinburgh,
Edinburgh, UK
3Altair EDEM, DEM Solutions Ltd, Edinburgh, UK
DEM (meso-)particle
property calibration with powder rheometry and other flow characterization
techniques. 217
Assem Zharbossyn1,
Diego Barletta1, Massimo Poletto1, Vanessa Magnanimo2,
Stefan Luding2, Anthony Thornton2
1Department of Industrial Engineering, University of
Salerno, Salerno, Italy
2Multi Scale Mechanics (MSM), University of Twente,
Enschede, The Netherlands
Analysis of the
interaction of a fine particle as a droplet on a specific surface. 218
Tim Tofan1,*, Rimantas Kačianauskas2,3,
Raimondas Jasevičius1,3
1Department of Department of Mechanical and Materials
Engineering, Vilnius Gediminas Technical University, Vilnius, Lithuania
2Department of Applied Mechanics, Vilnius Gediminas
Technical University, Vilnius, Lithuania
3 Institute of Mechanical Science, Vilnius Gediminas
Technical University, Vilnius, Lithuania
PLENARIES
6 July 2022 am
Heinrich Jaeger
University of
Chicago - United States
The behavior of granular material is determined largely
by the interfaces between constituent particles. These
interfaces generate contact interactions that can be highly nonlinear and
that depend on particle size and shape as well as surface properties. Together with the inherent disorder in the
particles' configuration, this complexity poses challenges for predicting the
behavior of particulate matter. However, in recent years there have been great
strides in better understanding these interactions and controlling the
interface properties, with major impact across many different areas where
particle-particle contacts play a key role. At the same time, this has opened up new possibilities for designing granular material
with novel, desired bulk properties.
This talk will outline some of the emerging opportunities in areas
ranging from collisional contact charging to dense suspension rheology and from
jamming-based soft robotics to reconfigurable architectures.
LIST OF ABSTRACTS
AND INDEX
6 July 2022 pm
Dingena Schott
Delft University
of Technology - The Netherlands
Developments
in discrete element modelling (DEM) enable detailed modelling of granular flows
in bulk handling equipment but due to the computational expense of DEM, however
a wide use in analysing equipment performance or design optimisation procedures
is not yet feasible. Metamodels, or a model of a DEM model in this context, are
considered a viable option to effectively use DEM in analysing and improving
equipment performance by exploring a wide range of design parameter values.
In this
work we show ways of how to use DEM-based metamodeling to the benefit of
designing bulk handling equipment. Firstly, we present a methodology to
construct and validate DEM-based metamodels. Along with that we present a case
study of a discharging hopper illustrating the use and benefits of metamodels
in combination with DEM. Secondly, we demonstrate how metamodels can be applied
on an industrial scale for complex operational conditions, such as varying bulk
material states. The metamodel development
in this case is based on a full-scale DEM-MBD co-simulation of a grab that has
been used to generate the performance for various levels of bulk cohesion and
compressibility (plasticity). By creating metamodels based on these results we
could efficiently explore optimal design parameters using an optimization
approach.
LIST OF
ABSTRACTS AND INDEX
7 July 2022 am
Chuan-Yu (Charley) Wu
Department of
Chemical and Process Engineering, University of Surrey, Guildford, GU2 7XH, UK
Many Powder handling and particulate
product manufacturing processes involving deposition of bulk solids in confined
spaces of a small volume, such as filling a die or a capsule with several
hundred milligrams or a few grams of powder mixtures during manufacturing of
pharmaceutical tablets/capsules, metallurgical and ceramic parts, as well as
powder-based cosmetic products. It is crucial to consistently fill these spaces
in order to achieve the desired product quality.
However, it is an scientifically and technologically
challenging task, requiring a thorough understanding of powder flow behaviours
in these processes. This talk aims to discuss the challenges in depositing
small quantities of powders into a confined space, to explore the complex
powder behaviours in these processes and to evaluate how particle properties
and their interactions will affect the bulk flow behaviour. Furthermore, how to
effectively characterise powder flow properties for this application will be
discussed. The impact of electrostatics
and the presence of air on the flow behaviour will also be presented.
Keywords:
Powder flow; flowability; die filling; segregation; electrostatics, DEM-CFD.
LIST OF
ABSTRACTS AND INDEX
7 July 2022 pm
Raffaella Ocone
Heriot-Watt University, United Kingdom
Granular materials exhibit a broad range of
intricate dynamic behaviours. The study of their hydrodynamics is extremely
relevant in the chemical and process industries, where those materials are
widely produced and handled. Understanding how internal (e.g., particles size
and shape) and external (e.g., applied stresses, moisture content) physical
properties impact on the flow behaviour of solid particles helps industrial
practitioners handle and produce particulates in an efficient and less costly
way.
Powders can rearrange under stress and, as
a result, granular flow is generally classified into three flow regimes, namely
a quasi-static regime, dominated by frictional contacts, an inertial regime,
dominated by collisional and kinematic stresses, and an intermediate regime
where all three sources of stress are important to establish a stress-strain
rate relationship. Characterisation of powder flowability is gener0ally
restricted to the flow initiation in quasi-static regime, even if, transition
into inertial conditions is very common and relevant in practical applications.
The talk will present a critical review of
available techniques to characterise the departure from the quasi-static regime
into an intermediate flow. We revise the application of shear cells and, in the
effort to characterise the departure for the quasi-static regime, we explore
the challenges associated with elucidating
the rheological behaviour of aerated powders. A commercial instrument, namely
the Freeman FT4 Powder Rheometer, is modified to generate Couette flow. The
development of the modified instrument, called the “Aerated Bed Virtual Couette
Rheometer” (AB-VCR), is presented. The AB-VCR is employed in both non-aerated and aerated modes
to determine the rheology of monodispersed spherical glass beads with and
without moisture. Systematic measurements of the stresses which develop within
the granular medium are presented and a rheological law is proposed. The
validity of such a constitutive law is tested and discussed.
LIST OF
ABSTRACTS AND INDEX
8 July 2022 am
Pierre Jop
Glass Surface and Interfaces, CNRS/Saint-Gobain, France
Blending
grains with a liquid is often the first step in an industrial process, however
it is difficult to give a global description due to the triphasic nature of the
medium: Cohesion induced by capillary bridges and the progression of liquid in
the system create boundaries between zones of different mechanical behavior.
Such spatial heterogeneities need to be erase during
mixing steps for example. While the static behavior of a homogeneous, partially
saturated media is rather well understood, the time evolution of a
heterogeneous system is less described. One key ingredient during this
presentation is the capillary forces that constrain the movement of the grains.
In this lecture, I will illustrate different situations inspired by industrial
applications in which the behavior of a granular material evolves with the amount
of liquid, relevant for mixing or aggregation topics. From very low liquid
contents to dilute suspensions, I will focus on capillaries effect through
model experiments that highlight the role of the liquid interfaces to describe
the propagation of the fluid, the morphology of the interfaces and the mechanic
of the media.
LIST OF
ABSTRACTS AND INDEX
8 July 2022 pm
Andrea
Benassi
Chiesi Farmaceutici Spa, Parma (Italy)
Orally
inhaled drug products (OIDPs) are pharmaceutical forms involving the
entrainment of powder particles or droplets by an air stream generate by
patient breathing or by a single inspiratory act. Many aspects, in the design
of these products, require an intimate understanding of fluid and powder
behavior as well as their complex and non-linear interplay in determining the
aerosol physics. Recently, simulation tools based on computational fluid dynamics
(CFD) and discrete element modeling (DEM) have attracted a growing interest in
the OIDPs community, thanks to their explanatory and predictive capabilities.
Some recent and promising applications of CFD-DEM computational tools to
problems of aerosol generation and deposition in human lungs will be reviewed.
The characteristic numbers and orders of magnitude for the main physical
quantities will be discussed along with the available experimental techniques
we can use to characterize the phenomena and to generate data to validate the
simulations. Achievements and current limitations of the computational models
will be illustrated.
LIST OF
ABSTRACTS AND INDEX
9 July 2022 am
Jochen Schmidt1,2
1Institute of Particle Technology, Department of Chemical and
Biological Engineering, Friedrich-Alexander-Universität Erlangen-Nürnberg,
Erlangen, Germany
2Colloborative Research Center 814 “Additive Manufacturing”,
Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany
Additive
manufacturing (AM) processes allow for the production of
individualized components of complex geometries without the need for tools or
molds. If functional AM-built components of good mechanical properties are
desired, typically powder bed fusion (PBF) AM processes are employed. In case
of plastic components, PBF of polymers with laser beam (PBF/LB-P) also known as
(selective) laser sintering, is an established AM method, while in case of
additive manufacture of metal components, PBF of metals with laser beam
(PBF-M/LB) and electron beam (PBF-M/EB) are frequently used.
In the aforementioned PBF-AM processes, a powder layer is spread
onto the building platform within a heated build chamber and the contour of the
part to be produced is selectively fused by the beam source. Then, the building
platform is lowered, a new powder layer is spread and
the next cross-section of the component is fused. The process sequence is
repeated, until the build job is finished. The component quality is determined
by the interaction of the AM machine with the feedstock powder. Moreover, the
feedstock powders need to exhibit certain bulk solid characteristics, as well
as appropriate thermal and rheological properties. Concerning bulk solid properties it becomes obvious from the sketched AM process
sequence, that flowability and packing fraction, are the key towards successful
powder spreading and preparation of a powder bed of homogeneous packing density
and, thus, the reproducible manufacture of dense parts of sufficient mechanical
properties and dimensional accuracy.
Within this
contribution, powder requirements for PBF-AM processes will be addressed and established,
state-of-the-art methods as well as novel approaches for characterization of
bulk solid properties of AM feedstock powders under process conditions will be
reviewed and assessed with respect to the method's predictability of the
feedstock's AM processability. Moreover, some important plastic powder
production and functionalization methods will be briefly sketched and the
effect of particle (c.f. size distribution, shape) and bulk solid properties on
part properties and processability, i.e. structure-property relationships along
the AM process chain will be demonstrated for selected examples.
LIST OF
ABSTRACTS AND INDEX
Christine M. Hrenya
University of
Colorado - United States
An accurate and robust particle-particle
cohesion model, as is used in DEM, is notoriously challenging to obtain.
For example, the AFM measurement of particle-particle cohesion is non-trivial
at best for rough and/or non-spherical particle. In this work, we
demonstrate how an Anton-Paar rheometer is used to obtain the cohesive force
and energy for a given set of particles via bulk defluidization in the
rheometer. The resulting simple, yet physically sufficient
square-force model of cohesion is then applied to an experimental system for
measuring the angle of repose. This (different) system is a robust
validation test since it is shown to involve both force-dominated and energy-dominated
contacts (enduring contacts and brief collisions, respectively). The DEM
model predictions are in excellent agreement with the angle-of-repose
measurements. The broader implications of these findings are discussed,
namely (i) the ability to obtain an accurate DEM
cohesion model from simple bulk experiments using a commercially available
instrument, and (ii) the applicability of these findings to continuum models
for cohesive particles in addition to DEM.
LIST OF
ABSTRACTS AND INDEX
Erasmo
S. Napolitano, Francesco P. Di Maio, Alberto Di Renzo
DIMES
Department, University of Calabria, Via P. Bucci, Cubo 42C, 87036 Rende (CS),
Italy
In the last decades, Discrete Element
Method simulations proved to represent a significant leap forward in the
capability to study and understand the complex hydrodynamics of fluid-solid
systems. Yet, despite the progress in the computational power and parallel
algorithms, their initial limitations on the number of particles still hinders widespread
applications to scale of industrial, if not pilot or even laboratory relevance.
Coarse-graining methods have been recently proposed to overcome these limits.
They act at the physical level, representing sets of actual particles by
larger, coarse-grained computational particles, or parcels, whose
properties are derived in order to capture the physics
of the original system. In the last years, coarse-grained simulations have been
applied in very different fields, from dense, quasi-static systems to bubbling
or fast fluidized riser reactors, and included thermal and reactive effects, as
well as scaled properties for cohesive flow, showing orders of magnitude lower
computational savings. In the face of an enormous potential, the ability of
coarse-grained DEM to accurately represent the complexity of granular and
multiphase flows has not been proved under all conditions and, especially, at
all levels of coarse graining. This lecture summarises the approaches, the
advantages and limitations of coarse graining strategies and levels, presenting
applications of the method in riser flow and cyclones. Open problems are
identified and discussed in detail along with directions for future
developments.
LIST OF
ABSTRACTS AND INDEX
Behrad Esgandari1, Stefanie Rauchenzauner2,
Christoph Goniva3, Rouven Weiler4, Simon Schneiderbauer1,2[1]
1Department of
Particulate Flow Modelling, Johannes Kepler University Linz (JKU), Linz,
Austria
2Christian Doppler Laboratory for Multi-Scale Modelling of Multiphase
Processes, Johannes Kepler University Linz (JKU), Linz, Austria
3DCS Computing GmbH, Linz, Austria 4 BASF SE,
Ludwigshafen, Germany
Keywords: Spout fluidized bed, KTGF, CFD-DEM, Experimental validation
Spout fluidized beds have been employed in
various processes, including gasification, chemical looping combustion, and
catalytic oxidation. Spout fluidized beds take advantage of both spouted and
fluidized beds, enabling them to enhance particle circulation and mixing as
well as action in wider operating ranges with less flow rate in comparison with
other beds.
In the past decades, two main modelling
approaches have been used to analyse spout fluidized beds. On the one hand, the
Eulerian-Eulerian approach (e.g. two-fluid model, TFM), where both phases are
treated as interpenetrating continua and the particle collisions are considered
by the kinetic theory of granular flows (KTGF), is preferably used for larger
scales. On the other hand, the Eulerian-Lagrangian approach (e.g. CFD-DEM),
where the gas phase is considered as continuous phase and the particles are
tracked individually, is commonly used for more detailed descriptions.
In the present study, we compare the
predictions of TFM and CFD-DEM with experiments for multiple spout beds [1].
Thereby, we employ OpenFOAM in the case of TFM, where new boundary conditions
(Schneiderbauer et al. [2]) and frictional models (Chialvo et al. [3]) have
been implemented. In the case of CFD-DEM, the open source framework
CFDEMcoupling is used. Computed time averaged velocities show fairly good agreement with PIV and PEPT measurements.
Furthermore, bed expansion, time-averaged particle velocity and solids volume
fraction profiles are compared in detail. In addition, granular temperature
profiles and solids circulation rates were analysed.
REFERENCES
[1]
M. S. van Buijtenen, W. J. van Dijk, N. G. Deen, J. A. M.
Kuipers, T. Leadbeater, and D. J. Parker, “Numerical and experimental study on
multiple-spout fluidized beds,” Chemical
Engineering Science, vol. 66, no. 11, pp. 2368–2376, Jun. 2011.
[2]
S. Schneiderbauer, A. Aigner, and S. Pirker, “A comprehensive
frictional-kinetic model for gas-particle flows: Analysis of fluidized and
moving bed regimes,” Chemical Engineering
Science, vol. 80, pp. 279–292, Oct. 2012.
[3]
S. Chialvo, J. Sun, and S. Sundaresan, “Bridging the rheology
of granular flows in three regimes,” Physical
Review E - Statistical, Nonlinear, and Soft Matter Physics, vol. 85, no. 2,
Feb. 2012.
LIST OF
ABSTRACTS AND INDEX
Varun Dongre1, Stefan
Pirker1
1Department of Particulate Flow Modelling, Johannes Kepler
University, Linz, Austria
Over the
last decades, the numerical modelling of fluidized beds has become feasible
even for industrial plant-scale. Commonly, continuous two-fluid models are
applied to describe large-scale fluidization. In order to
allow for coarse grids, novel two-fluid models account for unresolved sub-grid
heterogeneities. However, computational efforts remain high – in the order of
several hours of compute-time for a couple of seconds of real-time – thus
preventing the representation of long-lasting heating or conversion processes.
In order to
overcome this limitation, data-based recurrence CFD (rCFD) has been put forward
in recent years (e.g. Lichtenegger & Pirker, 2016; Pirker &
Lichtenegger, 2018). rCFD can be regarded as a data-based method, which relies
on the numerical predictions of a conventional short-term simulation. This data
is stored into a database and then used by rCFD to efficiently time-extrapolate
the fluidization process in high spatial resolution. Previous studies report on
computational speed-ups in the order of three to four orders of magnitude,
eventually allowing for real-time simulations of fluidized beds (e.g. Dabbagh
et al., 2020).
In this
study, we apply rCFD to a set of fluidized beds of different sizes. In a series
of short-term simulations, we will compare the numerical predictions of rCFD
with corresponding full CFD reference simulations. For this comparison, we will
focus on solid mixing, particle size segregation and heterogeneous gas-solid
exchange rates. We further present a sensitivity study on how much rCFD
predictions vary with modelling parameters and discuss on how rCFD could be
calibrated in order to better agree with full CFD.
As a
result, this study gives a clear indication on the applicability, predictive
capabilities and existing limitations of rCFD in the realm of fluidization
modelling.
References:
Lichtenegger
& Pirker, Recurrence CFD – A novel approach to simulate multiphase flows
with strongly separated time scales, CES (2016).
Pirker
& Lichtenegger, Efficient time-extrapolation of single- and multiphase
simulations by transport based recurrence CFD (rCFD), CES (2018).
Dabbagh,
Pirker & Schneiderbauer, On the fast modeling of species transport in
fluidized beds using recurrence computational fluid dynamics, AIChE
J. (2020).
LIST OF
ABSTRACTS AND INDEX
Corné Coetzee, Otto Scheffler
Department of
Mechanical & Mechatronic Engineering, University of Stellenbosch,
Stellenbosch, South Africa
The
Discrete Element Method (DEM) is a numerical modelling technique often used to
analyse and predict the behaviour of bulk granular materials. One major
drawback, however, is that it is not straight forward to determine the material
micro-properties at contact level, which is required as input parameters. Accurate results can only be achieved if an
appropriate parameter calibration process is first undertaken. During this process, simple laboratory
experiments are performed to measure certain bulk properties, such as the angle
of repose. The experiments are then
numerically repeated, and the set of input parameters that produces the
measured bulk properties the most accurately, is determined. This last step is either performed
iteratively or using optimisation algorithms.
For non-cohesive
materials, the calibration process has evolved over the last decade to a level
where users can be confident in their results.
Experiments such as the angle of repose (lifting cylinder) and the draw
down test have shown to be efficient and suitable for the calibration of
non-cohesive materials under low consolidation.
However, when the material is cohesive (mostly due to moisture),
additional contact parameters are required.
The additional parameters add complexity to the calibration
process. Firstly, the experiments used
to calibrate non-cohesive materials are not necessarily appropriate, and the
cohesive parameters do not act alone, but in combination with the non-cohesive
parameters.
First, this
paper reviews the contact models currently available to model cohesive
materials, such as the Johson-Kendall-Roberts (JKR) model, the group of
simplified-JKR models, a linearised adhesion model, and elasto-plastic-adhesion
models. It also reviews the experiments
used to calibrate cohesive materials.
Secondly,
the paper compares the calibration of wet sand using various experiments,
ranging from annular ring shear, angle of repose, draw down, cone penetration,
rotating drum (dynamic angle of repose) and a new slope failure experiment in a
centrifuge. The sensitivity of each
experiment, and the corresponding DEM model, to the bulk cohesion (due to
changes in the moisture content and the particle size distribution), is
investigated. The aim of this exercise is to determine which experiment, or
combination of experiments, is the most sensitive to cohesion and thus the best
to use for calibrating the parameters of cohesive materials.
LIST OF
ABSTRACTS AND INDEX
Maheandar Manokaran1, Martin Morgeneyer2, Christophe Bressot3
1Génie de procédés Industriels, Université de Technologie de
Compiègne (UTC), Compiègne, France
2Génie de procédés Industriels, Université de Technologie de Compiègne
(UTC), Compiègne, France
3Direction des Risques Chroniques, Institut National de
l'Environnement Industriel et des Risques (INERIS), Verneuil en Halatte, France
Many powders and
particulate solids are stored and processed in large quantities in various
industries. These solids often encounter handling and storage difficulties that
are caused by the material cohesion. For example, high material cohesive
strength as a result from high storage stresses in a silo can cause ratholing
problems during discharge. Therefore, it is essential to consider the
stress-history dependence when evaluating such handling behavior.
In recent years,
the Discrete Element Method (DEM) has been widely used to study the complex
behavior of granular materials. DEM models commonly used to model adhesions,
such as JKR, DMT, and linear cohesion models, have shown that it is difficult
to predict the stress-history dependent behavior. DEM modelling of cohesive
solid at individual particle level is very challenging. To apply the model accurately
at the individual particle level, it is necessary to determine the model
parameters at the particle level and take into account
the very complexities of interfacial interactions. In this work an adhesive
elasto-plastic contact (DEM) model for the mesoscopic level with 3D
non-spherical particles is proposed with the aim of achieving cohesive powder
flowability. Simulations have been performed for uniaxial consolidation
followed by unconfined compression to failure using this model.
The DEM model calibration
was achieved by using an extended uniaxial tester to measure flowability of
bulk solids. It produced highly repeatable flowability measurements and was
shown to be a good candidate for DEM model calibration. The implemented contact
model has been shown to be capable of predicting the experimental flow function
(unconfined compressive strength versus the prior consolidation stress) for a
limestone powder (ESKAL) which has been selected as a reference solid in the
wide research network. It has been shown that the contact plasticity of the
model has a significant effect on flowability and is thus essential for
producing satisfactory computations of the behavior of a cohesive granular
material. The results provide new insights and suggest a micromechanical based
measure for characterizing the strength and flowability of cohesive granular
materials.
LIST OF
ABSTRACTS AND INDEX
Otto Scheffler, Corné Coetzee
Dept. of
Mechanical and Mechatronic Engineering, University of Stellenbosch,
Stellenbosch, South Africa
The accuracy of the Discrete Element Method
(DEM) for replicating the behaviour of a cohesive material flowing over a
transfer point is evaluated. The analysis serves as a validation procedure of a
proposed method for calibrating the bulk response of a cohesive granular
material. Three grades of silica sand serve as the bulk test material and
cohesivity is controllably introduced to the material with the use of
water.
Accordingly, four degrees of material
saturation (or moisture content) are evaluated for each of the three test
materials. A specific amount of material is loaded evenly onto a test conveyor
before the conveyor delivers the test material to the transfer point.
Subsequently, an impact plate is placed in the path of the flowing material.
Additionally, fins are secured to the impact plate and the test material loaded
onto the finned impact plate and scraped level before each test. The latter minimises
the uncertainty of particle-wall effects when cohesive material buildup is
assessed.
The aforementioned system
is replicated numerically using DEM. A generic linearized liquidbridge contact
model is employed for governing the particle interactions. The material input
parameters and contact model parameters have been calibrated for each of the
three test sands – at a range of particle scale ratios and moisture conditions.
Agreement between the physical system and the numerical counterpart is assessed
through two quantitative measures and two qualitative measures. The increase in
residual weight, as material cohesion increases, is considered the most
important quantitative measure. Hereafter, the peak force experienced by the
plate is next evaluated. The main qualitative comparison between the physical
system and numerical counterpart is the height of the residual material left on
the plate. After this, the overall shape of the material build-up is simply
visually assessed for agreement.
Quantitatively, a good agreement is
achieved for smaller scaling factors. Nonetheless, the divergence between the
physical system and numerical counterpart grows as the scaling factor is
increased. The degree to which particles can be upscaled whilst still maintaining
reasonable accuracy also appears to increase as the material cohesivity
increases. Qualitatively, the residual material build-up height is also in good
agreement for smaller scaling factors. However, the overall replication of the
cohesive material shape build-up does not seem to mirror the physical system
with only an approximation of the physical profile obtained. Although, in both
the numerical and physical systems, a distinctive bulk cohesive system can be
intuitively recognised.
LIST OF
ABSTRACTS AND INDEX
Robert Hesse, Sergiy Antonyuk
Institute of
Particle Process Engineering, Technical University of Kaiserslautern,
Kaiserslautern, Germany
Powder processing usually includes several
production stages, whereby stresses on the powder can vary heavily. While
storage and transport might enforce pressures of kilopascals, the final
compaction step to a tablet or similar products will require orders of
magnitude higher stresses to be used on the powder.
For low stresses, small powders can be
assumed to be mostly elastic, whereby cohesion modeling is more forgiving and
has already been accomplished in the past [1]. For elasticplastic contacts, we
propose an extension of the model by Weis et al. [2] by including a pure
elastic contact before the yield stress is reached. Due to the plastic
flattening of the contact partners (Fig. 1), simple models like the Hamaker
model for sphere-sphere or sphere-wall contacts [3] is no longer applicable.
Therefore, an approximation of the Hamaker model is proposed for arbitrary
plastic deformation, which allows usage of the data base that already is
established for Hamaker constants of various materials. The model is converted
for the opensource software LIGGGHTS® for Discrete Element Method (DEM)
simulations.
For the validation of the model and
simulations, a cohesive lactose powder (FlowLac 90, Meggle) was subjected to
compaction tests of various normal pressures. The compaction cell (Fig. 2)
consisted of a sliding outer shell that is suspended by a spring, which slides
downwards during compaction. This reduced the wall influence, which allowed
simplification of the simulation domain. Finally, the model accuracy and
limitations are discussed.
LIST OF
ABSTRACTS AND INDEX
Francisco Goio, Stefan Radl
Institute of
Process and Particle Engineering, Graz University of Technology, Graz, Austria
This contribution presents the results of a
study on the compaction of soft deformable grains beyond the close packing
limit. The newly developed numerical approach is based on Smooth Particle
Hydrodynamics (SPH) and Discrete Element Method (DEM). The code is the result
of the merging of a continuum mechanics oriented SPH formulation [1], and DEM
[2]. The resulting software embodies the ability of simulating extreme particle
deformations together with a wide variety of contact models that can include
frictional or cohesive effects.
The compression is studied in different
scenarios, considering both 2D and 3D simulations. In the 2D case, compressions
are carried on a single grain as well as on an ensemble of grains. The stress
strain data produced is interpreted using a micro mechanical model. The output
is then compared to results obtained with state of the art
methods in literature [3]. 3D
compression simulations are carried on a sample of elastic spherical grains,
and the results are discussed in light of available
experimental data. Finally, an outlook on possible applications in the food and
pharma sector is provided.
Keywords: soft grains, deformable grains,
large deformations, compaction, granular materials, computational models, SPH,
DEM.
References
[1]
G. C. Ganzenmüller, “An
hourglass control algorithm for Lagrangian Smooth Particle Hydrodynamics”,
Computer Methods in Applied Mechanics and Engineering, Vol. 286, 87-106 (2015).
[2]
C. Kloss, C. Goniva, A. Hager,
S. Amberger, S. Pirker, "Models, algorithms and validation for opensource
DEM and CFD-DEM", Progress in Computational Fluid Dynamics, An Int. J.,
Vol. 12, No.2/3, 140 – 152 (2012).
[3]
Nezamabadi, Saeid, et al.
"Rheology of soft granular materials: uniaxial compression.", EPJ Web
of Conferences. Vol. 249. EDP Sciences, 2021
LIST
OF ABSTRACTS AND INDEX
Haim Kalman1,2 and Dmitry Portnikov1
1 The Laboratory for Conveying and Handling of
Particulate Solids, Department of Mechanical Engineering, Ben-Gurion University
of the Negev, Beer Sheva 84105, Israel.
2 Aaron Fish Chair in Mechanical Engineering –
Fracture Mechanics, Israel.
All forces affecting the void fraction (VF) and
density of a particulate bed are analysed. The bulk density of many materials, both
spherical and non-spherical, with a variety of properties, including particle
size and density, were measured in air and various liquids. The Archimedes
number (Ar) was found to be an appropriate representation of the particle
behavior that considered the van der Waals forces. The effects of buoyancy and
viscous forces, as components of Ar, on the VF were shown by experiments in
various liquids. Additional forces, such as friction, impact, and tapping were
discussed quantitatively and qualitatively. Archimedes number was found to be
an appropriate parameter to well describe also some flowability parameters,
such as: Hausner ratio, angle of repose and angle of tilting. The many
experiments presented clear trends enabled to develop accurate correlations for
the various parameters revealing deep understanding of the behaviour.
LIST OF
ABSTRACTS AND INDEX
Hans Schneider
Zeppelin Systems
GmbH, Friedrichshafen, Germany
When
processing powders to intermediate or final products in extrusion or
calendaring it is inevitable to completely avoid reject or trim material.
Therefore, it is very important for an efficient use of raw material to find a
process to recover the reject and trim and reintegrate it into the process. The
amount, composition, shape and size of reject and trim materials vary as much
as industrial production processes vary, but most often these materials have
completely different properties compared to their raw materials. The entire
process is generally called inhouse recycling because the material does not
leave the production site before it is reused.
In this
case study the development of the material handling steps of an inhouse
recycling process for a fibrous multi-component and multi-layer polymer
material is presented.
The
complete system consists of conveying, storage and compaction of the fibrous
material and conveying and homogenizing of the compacted material. Prior to the
system design the material had been characterized and tested to provide a
reliable solution.
Product
tests were executed in laboratory scale by means of shear tests for silo design
as well as in pilot plant scale for pneumatic conveying, rotary feeder
performance and silo discharge design. Based on these results the process was
detailed and the respective plant was built and successfully commissioned.
Finally, it
turns out that conventional methods for material characterization of fibrous
bulk solids are reaching their limits and new methods need to be established. A
new approach to characterize fibrous material in different ways is presented in
the talk “Comparison of different test methods for the flow property evaluation
of fibrous materials” by Beitz et. al. As a first approach these methods have
been applied to the silo design of the present case study.
Keywords:
Recycling, fibrous particles, elongated particles, silo design,
LIST OF
ABSTRACTS AND INDEX
Yaoyu Li, Runyu Yan *
1 School of Materials Science and Engineering, UNSW Sydney, NSW 2052,
Australia
Ball milling is an important
size-reduction operation in cement and mineral processing industries. It is a
capital and energy intensive process with low efficiency. Therefore, it is
necessary that ball milling circuits are properly designed and monitored.
Predicting the performance of a full-scale mill, such as product size, grinding
capacity and power requirement, based on the data from lab or pilot scale mills
is a challenging task. Previously, various scaleup procedures have been
proposed mainly based on Bond model and specific energy (input energy per unit
mass of product). However, they are not effective because only a fraction of
the input power is used for the actual grinding. Therefore, it is more
intrinsic to link those useful energy, such as damping energy between grinding
media, with grinding kinetics. This requires the knowledge of energy
information at the particle scale. Discrete element method (DEM) can provide
particle scale energy information as it treats the particle flow as an assembly
of particles and computes the motion of each particle according to Newton's
second law of motion.
In the work, we first develop a
modified breakage selection function model to describe the relation between
damping energy and particle breakage probability from DEM simulations. The
damping energy for each contact is calculated by integrations of damping force
and movements at each time step. The process grinding rate is then be
calculated based on the model by adding up all broken mass divided by total
particle mass. Fig. 1a shows an example of grinding rates of a small mill on
different rotation speeds. We finally develop a new scale-up procedure to link
the process grinding rate with the damping energy.
Development of
models of the collective dynamics is the key to online process monitoring,
which relate the key internal process variables to the external measurable
variables. In industries, monitoring the operation of drums or mills often
relies on acoustical signals. We develop a modelling framework based on
multi-source information (AE signals, specific power draw and rotation speeds)
from DEM simulations, combining the convolutional neural network (CNN) with
transfer learning, to quickly predict particle size distributions and grinding
rates of the ball mill system. The proposed model was separately trained at a
single collision system (Pre-training), a small drum system (Fine-tunning) and
validated by a lab-scale drum system (Validation). Fig. 1b shows predictions
results in comparisons with simulated grinding rates.
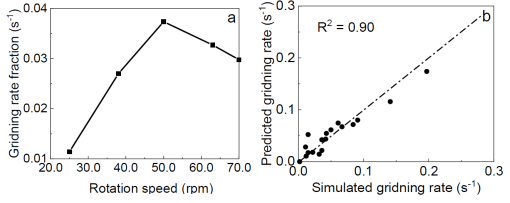
Fig.
1 Process grinding rates: (a) simulated examples of a small drum on rotation
speeds when particle mill load is 3.63 kg; (b) comparisons between predicted
and simulated ones.
LIST OF
ABSTRACTS AND INDEX
Mehrdad Pasha1,2, Wenguang Nan1,3,
Muzammil Ali4, Xiaodong Jia1,
Mojtaba Ghadiri1
1School of Chemical and Process Engineering, University of Leeds,
Leeds, UK
2UCB Pharma, Chemin du Foriest B-1420 Braine l'Alleud, Belgium
3School of Mechanical and Power Engineering, Nanjing Tech University,
Nanjing 211816, China
4Fluid Comp, Leeds, UK
Flow behaviour of powder mixtures is of
great industrial interest. Formulated
powders have both free flowing and cohesive components, which can influence the
powder flow depending on their constituent amount. A question which naturally arises in
formulation science is whether this is predictable from the properties of the
individual components. We present our work on flow characteristics of binary
and ternary mixtures under dynamic conditions using Discrete Element Method.
The expended mechanical work of a rotating impeller penetrating a packed bed is
simulated and used as an indicator of the ease with which the powder mixture
flows under dynamic conditions. The individual particle cohesiveness is
expressed by the granular Bond number. Three averaging methods are examined to
express the Bond number of the mixture, namely arithmetic, geometric and
harmonic mean, for which a weighting factor based on the fractional surface
area of each component of the mixture is used.
Forty binary and ternary mixtures are simulated and the relationship
between the expended work and the mixture Bond number is explored. The transient rheological response of both
single component and powder mixtures is deduced from the blade torque and is
related to the inertial number and granular temperature, for which a unified
power law is obtained covering both quasi-static and intermediate flow regimes.
The analysis provides a model of bulk friction and viscosity, which can be used
for obtaining flow field in complex geometry and dynamics using continuum
mechanics by Computational Fluid Dynamics. This provides a methodology for use
as a design aide for powder formulation based on the constituents
single particle properties.
LIST OF
ABSTRACTS AND INDEX
Marouazi Ghita1, Jenny Mathieu1, Pascot Arthur1, Antonyuk
Sergiy2, Krull
Fabian2,
Kiesgen de Richter Sébastien1
1LEMTA, Université de Lorraine, CNRS, F-54000 Nancy, France
2Institute of Particle Process Engineering, Technische Universität
Kaiserslautern (TUK), Kaiserslautern, Germany
Granular materials are widely encountered
in industries (cosmetics, pharmaceutics, food processing...) and in nature
(avalanches, sand castles, lava flows...). These materials flow like
non-Newtonian fluids. The complex rheological properties need to be understood
and described with physical based models to predict and to optimize the end-use
properties of these products in connection with their formulation. For
instance, the flowability of powders can be improved by applying adapted
mechanical vibrations. However, the physical mechanisms that account for the
effect of vibrations on particle contact dynamics, and subsequently on the
rheology of spreading, are still poorly understood.
To study the flowability of powders, the
heap flow is a good reference configuration. The flow occurs when the slope
exceeds a critical value of the angle of repose are generally not produced
unless slopes exceed more or less the angle of repose.
When a system is subjected to mechanical vibrations, the critical angle of
repose decreases, and it can even vanish to zero. The vibrations cause failures
of frictional contacts among grains, which changes dramatically the rheological
properties of the granular system.
For this study, a conical pile of grains
made of spherical glassbeads (d=400-500µm) is placed on a rough disk, which is
horizontally mounted to a vibration device. The vertical sinusoidal vibrations
are controlled by an accelerometer used to adjust the instruction sent to the
vibrator. The time evolution of the angle of repose is studied for multiple
amplitudes and frequencies. A CCD camera is used to measure the slope of the
pile. Moreover, the influence of the bottom surface properties is studied by
varying the rugosity and the material of the disk.
We demonstrate that vibrations highly
influence the volume of the system while keeping a selfsimilar shape throughout
time for multiple rugosities. The influence of humidity is also investigated to
reveal the effect of vibrations on cohesive heap flow.
LIST OF
ABSTRACTS AND INDEX
Stefan Boettcher *1, Paula A. Gago+2
1Department of Physics, Emory University, Atlanta, USA;
2Department of Earth Science and Engineering, Imperial College London
* sboettc@emory.edu, + paulaalejandrayo@gmail.com
We have explored the compaction dynamics of
a tapped granular pile in microscopic detail using extensive molecular dynamics
simulations [1,2]. We will show data for the density and density fluctuations
of the ensemble of mechanically stable configurations reached after the energy
induced by the perturbation has dissipated [2]. By gradually decreasing the tap
intensity at various rates, we find that density becomes a function of the
rate, not the intensity alone, a tell-tale sign of non-equilibrium (“glassy”)
behavior arising for low intensities, after passing through a so-called glass
transition. More specifically, we will argue that different horizontal
sub-regions (layers) along the height of the pile traverse a glass transition
in a similar manner but at distinct tap intensities. Our data shows that in
each layer its transition is further marked by a corresponding peak in the
density fluctuations. From this we infer that, at a given tap intensity,
certain regions of the same pile may respond glassy while others remain
equilibrated. Looking beyond these static configurations at the grain-scale
dynamics during
each tap, we find that the effective energy that
particles dissipate is a function of tap intensity as well as of the particles location in the pile. In turn, when plotted as a
function of that effective energy, the transitions for those layers align and
the data for their density fluctuations collapse. We conclude that this
internal energy provides a “temperature-like” parameter characterizing a glass
transition similar to those in thermally driven
materials.
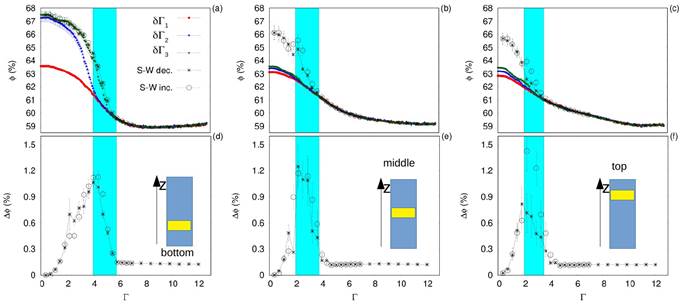
Figure: Packing fraction f in the granular pile measured over three
different horizontal layers at the: bottom (a), middle (b) and top (d). For the
continuous protocol it is dG1 (red circles), dG2=dG1/4 (blue triangle-up) and dG3=dG1/8 (green
triangles down). For the step-wise (S-W) protocol, crosses correspond to a
decreasing protocol and open circles to its reverse, i.e., increasing protocol.
Density fluctuations Df as a function of G for the same three
layers displayed in (a)-(c), respectively, as obtained by the step-wise
protocol. For each protocol, 16 independent realizations were performed, and
error bars in all the figures correspond to the standard error of their mean.
Shaded areas mark the G-range corresponding to the right slope of
each peak in Df vs. G.
[1]
Gago, P. A. and Boettcher, S.
(2020). PNAS, 117(52), 33072-33076.
[2]
Gago, P. A. and Boettcher, S.
(2021). (Sci. Adv. in press) (https://arxiv.org/abs/2107)
LIST OF
ABSTRACTS AND INDEX
Paula A. Gago*1, Stefan
Boettcher+2
1Department of Earth Science and Engineering, Imperial College
London;
2Department of Physics, Emory University, Atlanta, USA
* p aulaalejandrayo@gmail.com
;
+ sboettc@emory.edu
The compaction of a granular pile subjected
to a series of discrete tapping has been widely investigated due to its
relevance in both, basic and applied science. The well know Chicago experiment
[1] showed that, given a granular pile subjected to taps of controlled
intensity, it is possible to define the density of the system as a reversible
function of the tap intensity. Using a continuum annealing protocol, where the
intensity (G) of the tap was
reduced at different (constant) variation rates (dG) after each tap, we have
showed [2,3] that although for high tap intensities, the density f of the system can indeed be defined solely
by the tap intensity, for low tap intensities f will become also a function of the protocol followed
to reach the given intensity. This behaviour, shown in the figure (a) below, is
characteristic of non-equilibrium (“glassy”) systems. The transition between
these two regimes is accompanied by a region of high susceptibility, as shown
in the figure (b) below, where a peak on the density fluctuations (Df) can be observed while the pile traverses
the “glass” transition. In this presentation we will show how, by taking
advantage of the high susceptibility of the density, it is possible to develop
annealing protocols that allow to maximise compaction along the pile while
expending minimal time and energy.
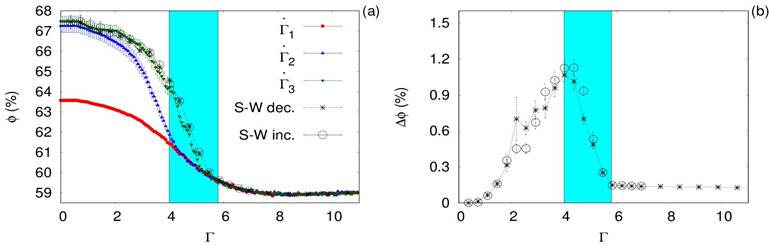
Figure: (a) Packing
fraction f in the granular pile as a function of the tap
intensity G. For the continuous protocol it is dG1
(red circles), dG2=dG1/4 (blue triangle-up) and
dG3=dG1/8
(green triangles down). For the step-wise (S-W) protocol, crosses correspond to
a decreasing protocol and open circles to its reverse, i.e., increasing
protocol. (b) Density fluctuations Df as a function of G
for the same system displayed in (a) as obtained by the step-wise protocol. For
each protocol, 16 independent realizations were performed, and error bars in
all the figures correspond to the standard error of their mean. Shaded areas
mark the G-range corresponding to the right slope of each peak
in Df
vs. G.
[1]
ER Nowak et al. Reversibility
and irreversibility in the packing of vibrated granular material. Pow. Tech.,
94(1):79–83, 1997.
[2]
Gago, P. A., & Boettcher,
S. (2020). Universal features of annealing and aging in compaction of granular
piles. PNAS, 117(52), 33072-33076.
[3]
Gago, P. A. and Boettcher, S.
(2021). Density fluctuations in granular piles traversing the glass transition:
A grain-scale characterization of the transition via the internal energy. (Sci.
Adv. in press)(https://arxiv.org/abs/2107)
LIST OF ABSTRACTS AND INDEX
Dmitry Portnikov1, Gennady Ziskind1,2 and Haim
Kalman1,3
1The Laboratory for Conveying and Handling of Particulate Solids,
Department of Mechanical Engineering, Ben-Gurion University of the Negev, Beer
Sheva 84105, Israel.
2Anne Tanenbaum Chair in Engineering Thermodynamics, Israel.
3Aaron Fish Chair in Mechanical Engineering – Fracture Mechanics,
Israel.
The current work involves experimental and
computational study of rotary drum cross sectional characteristics such as:
kinetic angle of repose (AoR), flight holdup, drum filling degree, drum discharge
energy and drum discharge power. Experiments with two spherical and three
non-spherical particulate materials with sizes between 70 µm and 2 mm were
performed in a home-made rotary drum to measure the kinetic angle of repose and
flight holdup as a function of flight angular position and drum rotational
speed. As a result, an empirical model was proposed to predict the kinetic AoR
as a function of the Archimedes number, Froude number, and flight angular
position. In addition, a simple computational algorithm was introduced to
predict the flight holdup as a function of flight angular position, which also
considers the effect of drum filling degree. Validation with the experimental
data showed a good agreement of the model. Furthermore, a discharge energy and
discharge power characteristics were introduced, and a parametric study showed
that these characteristics can be used as key parameters for optimization
purposes.
LIST OF
ABSTRACTS AND INDEX
Steffen Beitz1,2, Harald Zetzener1,
Hans Schneider2, Arne Kwade1
1Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
2Zeppelin Systems GmbH, Friedrichshafen, Germany
Nowadays,
topics like recycling and handling of fibrous products from biomass sources
lead to new challenges facing the processing of non-spherical elongated
particles. Since conventional methods and measurement devices have not been
proven suitable for reliably predicting flow of these bulk solids in silos and
related plant equipment, alternative approaches have to
be tested and evaluated. Therefore, experiments were carried out with modified
and custom-made testers: horizontal tensile tester [1] and shear testers with
horizontal or vertical shear zones (similar to [2]).
As test materials dry wood chips of different sizes, monodisperse model fibers
and actual industrial recycling fibres were used. Therefore, particle beds have
been loaded vertically (at 1, 2 and 4 kPa) and their bed strengths have been
determined in various directions to investigate the anisotropic flow behavior
of elongated particles. Further data was gathered by measuring the wall
friction against vertical and horizontal wall samples.
It can be
concluded from the results that the flow behaviour of elongated particles
differs strongly from spherical ones. The calculated strength values depend on
the stressing direction and alignment of the particles as well as their single
particle properties such as size and shape (e.g. convexity via dynamic image
analysis). Additionally, the filling method and bed height have a significant
impact on the obtained strengths. Shear tests with transparent cells revealed
the limits of shear testing (no single horizontal shear band, elongated
particles tend to pile up, etc.). In contrast, the determination of tensile
strength seems to be much more repeatable in comparison even at low
consolidation stresses. The strengths that are obtained from the vertical
testers depend strongly on particle size, stiffness and the testers' geometries
(position of the edges between the punch and the outlet where the material is
pushed through). Nevertheless, the variation test geometry dimensions provided
deep insight into the progression of transferred pressure between particles due
to interlacing and interlocking. In addition, the wall friction tests show that
there is an industrial relevance of the anisotropic measuring approach.
Depending on the stressing direction, e.g. wall friction can be over- or
underestimated. Further details involving those results are discussed in the
talk by Zeppelin Systems (“Case study: silo and system design for fibrous
recycling materials”).
[1] Beitz,
S. et al.: Development and validation of an analytical method for tensile
strength determination of fibrous bulk solids, APT, 32 (12), 2021, DOI:
10.1016/j.apt.2021.10.005
[2] Van der
Kraan, M.; Scarlett, B.: Development of a Tester for Measuring Caking Behaviour
of Powders; PARTEC 95 Preprints, p. 57-68
Keywords:
Biomass, elongated particles, method development, particle shape, anisotropy
LIST OF
ABSTRACTS AND INDEX
Shivam
Mahajan1, Michael Tennenbaum2, Sudhir N. Pathak1,
Devontae Baxter2, Xiaochen Fan2, Pablo Padilla2,
Caleb Anderson2, Alberto Fernandez-Nieves,2,3,4, Massimo
Pica Ciamarra1,5
1Division of Physics and Applied Physics, Nanyang Technological
University, Singapore
2School of Physics, Georgia Institute of Technology, Atlanta, Georgia,
USA
3Department of Condensed Matter Physics, University of Barcelona,
Barcelona, Spain
4ICREA-Institució Catalana de Recerca i Estudis
Avançats, Barcelona, Spain
5CNR–SPIN, Dipartimento
di Scienze Fisiche, Università di Napoli Federico II, Napoli, Italy
In
a celebrated experiment, Janssen found a mass  of grains in a silo to exert on the silo
bottom a pressure corresponding to an apparent mass
of grains in a silo to exert on the silo
bottom a pressure corresponding to an apparent mass  , and that
, and that  saturates as increases. This experiment demonstrates that,
as more grains are added to a silo, the walls support an increasing fraction of
their weight through frictional interactions. This experiment, which has
engineering relevance in silo design, emerged as a testbench for stress
propagation theories.
saturates as increases. This experiment demonstrates that,
as more grains are added to a silo, the walls support an increasing fraction of
their weight through frictional interactions. This experiment, which has
engineering relevance in silo design, emerged as a testbench for stress
propagation theories.
Here,
we demonstrate via experiments and numerical simulations a reverse Janssen
effect. If grains are gently poured into a narrow column, then the apparent
mass overcomes the true one for some filling heigh. We show that this reverse
Jannsen effect originates from the presence of frictional wall-particle
interactions that compress the grains rather than sustain them and clarify the
microscopic mechanism leading to the formation of these compressive frictional
forces. Furthermore, we develop a continuum stress propagation model that
quantitatively accounts for our observed findings.
Overall,
our work uncovers a novel phenomenon and challenges accepted theories of
granular elasticity by demonstrating that the preparation protocol, which is
commonly neglected, qualitatively affects how stress propagates in a granular
assembly.
LIST OF
ABSTRACTS AND INDEX
Harald Wilms1,
Hans Schneider2, Christian Dietsche2
1Wilms-ITC, Innovation-Technology-Consulting, Bremen, Germany
2Zeppelin Systems GmbH, Friedrichshafen, Germany
Silo malfunctions and failures, both
operational and structural, cause plant downtime, significant implications on
plant operation and immense cost for modification or repair. Thus, analysis of
respective failures needs to be structured and as quick as possible. However,
there are only very few failures with a clear single cause. Typically, only a
combination of wrong design assumptions or operating conditions can explain a
failure.
Numerous failures have been analyzed in the
past and some cases with typical failure causes are presented. Experience from
a variety of failures is used to establish a check list on potential failure
causes. This check list can be used to investigate silo failures in the future
more quickly.
The evaluation of failures by means of such
a check list can also assist in attributing the responsibility for certain
design or operational mistakes to the respective party and thus this proposal
may serve as a tool to settle any economic dispute resulting from repair or
modification cost.
LIST OF
ABSTRACTS AND INDEX
Haifeng Liu*, Lizhuo Zhu, Haifeng Lu, Xiaolei Guo
Shanghai
Engineering Research Center of Coal Gasification, East China University of
Science and Technology, China
Cohesive powders are easy to agglomerate, have very poor fluidity, and
cannot be discharged smoothly, which greatly restricts the large-scale
industrial development of ultrafine particle technology. This research first
proposed and developed a flow process intensification method based on modulated
pulse airflow, and studied the mechanism of pulse parameters (frequency,
amplitude, duty cycle) to enhance the pulse aerodynamic strength, provide
high-frequency shear and short-term force. It reveals the evolution law of the
rheological behavior of particulate matter under the control of an external
field, that is, the pulse aerodynamic force exerts high-frequency oscillating
shear on the particle system to soften the stiffness of the particle contact
interface, thereby changing the contact mode between particles, reducing the
interaction between particles and reduce the internal viscous resistance of
particle flow. It is found that the disturbance is amplified by the instability
of the particle oscillation, which leads to the microscopic deformation and
collapse of the powder, which breaks the limitation of the cohesion and cannot
flow and greatly improves the fluidity, realizing the breakthrough of cohesive
powder from "non-flowing" to "free-flowing".
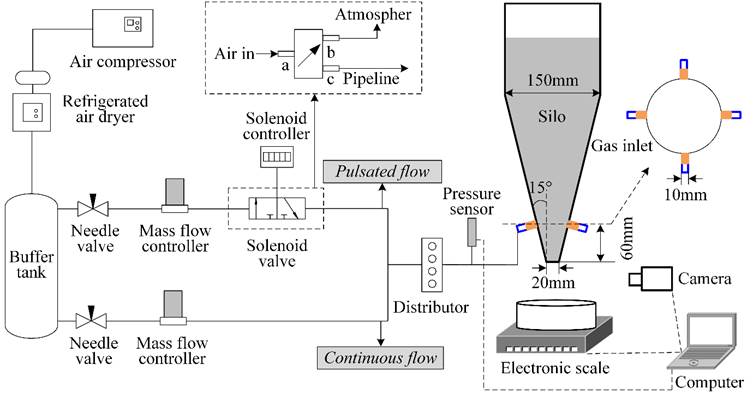
Figure 1. Sketch of
experimental apparatus.
LIST OF
ABSTRACTS AND INDEX
Evgeny Rabinovicha,c*, Haim Kalmanb, Per F.
Petersonc
a Nuclear Research Center Negev (NRCN), Beer Sheva, Israel
b Dept. of Mechanical Engineering, Ben-Gurion University of the Negev,
Beer Sheva, Israel
c Department of Nuclear Engineering, University of California,
Berkeley 94720-1730, US
*Corresponding author: erabinovich78@gmail.com
This study presents a new parametric study
and flow regime map for wedge-shaped (planar) silos. The analytical part of this
study is based
on a previously reported theoretical model and includes new analyses regarding the influence of granular material properties,
material height, bin and hopper geometrical dimensions, and the possible difference between
the bin and hopper wall friction coefficients. It was found that the bin
sidewall roughness, material height and bin width have a little influence on
the transition from funnel flow (type B) to mass flow (type A) modes. In addition, the mass flow mode could be
achieved even for very rough hopper walls, but in that case, a stagnant layer of material exists next to the hopper walls. The new flow regime map should help operators and designers of silos
to increase the accuracy and flexibility in the assessment of granular flow
regime, and therefore it might significantly improve the process efficiency.
LIST OF
ABSTRACTS AND INDEX
Cameron Thomas Portelli1, Charles Camden Pratt2
1Engineering Department, Kinder Australia, Melbourne, Australia
2Operations & Sales Department, Kinder Australia, Melbourne,
Australia
Belt conveyor transfers are the most likely
location for high wear rates and failures. Belt transfers are necessary to
change the direction of conveyed material and will remain a part of belt
conveyor systems into the future.
Burden being accelerated due to fall and
changes in direction from one system to the next, prevents steady state flow
which introduces component fatigue. The conveyor belt is considered the
greatest cost item over the life of a belt conveyor system and consumes
considerable downtime to change out, therefore a financial incentive exists to
preserve this high-cost item. Other issues created at the transfer include
health risks of uncontained dust and product losses due to spillage.
Additional consideration to support the
belt is one way to improve the life of components and contain dust within the
transfer chute. The humble impact cradle/bed has changed little over the years
whilst conveyor systems have achieved ever greater flow rates. Further
development of the impact cradle is an opportunity to reduce maintenance costs
and increase uptime.
The peak technology on the market for
conventional impact belt support is the dynamic impact cradle, which ensures
the belt support area under the chute allows for some dynamic travel, whilst
also maintaining a consistent skirt board area. The impact energy at a transfer
when installed with Kinder Australia's dynamic impact bed was measured to
further understand the forces involved and how they compare with static belt
support systems. Adding further dynamic capacity to the load zone has been
shown to increase belt life by at least 30%. Other components also benefit from
reducing impact energy in the transfer and the incorporation of polyurethane
bushes at roller supports has been employed further increase roller and frame
life.
Kinder Australia has developed a unique and
innovative range of belt support technologies that further promote dynamic
travel whilst maintaining a consistent skirt board area without a significant
increase in belt-friction tension by combining slider rails with rollers that
can absorb impact independently within the support system and/or utilising
exotic slider materials to overcome high belt speeds and/or system capacities.
Kinder Australia has a vast library of documented case studies and application
data to ensure the future systems being offered will survive, provide better
chute sealing and protect the conveyor belt.
LIST OF
ABSTRACTS AND INDEX
Andre Katterfeld
Institute of
Logistics and Material Handling Systems, Otto-von-Guericke University
Magdeburg, Germany
Trough chain conveyors often also called
En-Masse conveyors belong to the group of continuous material handling
technology. This kind of conveyors is often used to transport medium quantities
of bulk material. Especially for the transport of agricultural products these
conveyors close the gap between screw conveyors and belt conveyors.
In opposition to screw or belt conveyors
the calculation of the motion resistances of trough chain conveyors is not defined
in ISO, DIN or CEMA standards. However, industrial guidelines like the German
VDI 2320 do exist. For the revision of the VDI 2320, a new approach for the
calculation of the motion resistances for horizontal, inclined and vertical was
developed. This paper summarises the main ideas of the calculation approach and
explains how the calculation of the motion resistances allows the calculation
of the required drive power as well as the chain strength and the necessary
pre-tension.
While the classical analytical calculation
approach is useful for the definition of the general design of a trough chain
conveyor, the paper will also give an outlook about how DEM simulations could
help to overcome the problems and weaknesses of the classical calculation
approach.
LIST OF
ABSTRACTS AND INDEX
Charles Williams, Mike
Bradley
The Solids
Handling And Processing Association, UK
It is very widely the case that industries
that process bulk solids as feedstocks, intermediates or finished products,
suffer with poor performance and excess operating costs of their handling
processes. Unexpectedly low throughput,
bulk solid quality problems, plant wear and high downtime hurt user companies,
whilst extended commissioning and warranty claims for retrofit to correct
problems often hurt system suppliers.
The reasons for this are mainly to do with
over-emphasis on project capital price, insufficient attention to bulk solid
behaviour, over-confidence in the sufficiency of under-engineered solutions and
pressure on programme, without sufficient
consideration of likely costs to the business due to unexpected down-time,
energy consumption, quality and reliability effects.
This paper presents a novel paradigm for
facilitating a more constructive relationship between buyer and supplier of
solids handling equipment, which has been developed within SHAPA over the last
three years based on the experience of vendors, users and consultants. The new paradigm centres on reviewing in the
sales process between both sides, the likely full cost of ownership of the
equipment and not just the capital price.
This is presented in the form of a document that is designed to
stimulate discussion between the two sides, of many factors that often do not
make it onto the list of considerations in the usual process of procurement.
The fundamental problems, means for mitigating these and the structure of the new approach
are discussed in some depth with the intention of persuading both vendors and
purchasers of equipment to test it and provide feedback for its improvement.
LIST OF
ABSTRACTS AND INDEX
Peter Toson1, Johannes G. Khinast1,2
1 Modeling and Prediction, Research Center
Pharmaceutical Engineering, Graz, Austria
2 Institute of Process and Particle Engineering, TU
Graz, Graz, Austria
RTD (residence time distribution) has proven to be a valuable tool for
material tracking in continuous pharmaceutical processes. Whereas the impact of
feeder fluctuations and other disturbances after refilling has been thoroughly
studied in the literature, the impact of feeders on material tracking is often
overlooked. Since the experimental methods to measure the RTD feeder
discharging processes feeder are complex and material intensive, there is are
only limited experimental RTD data available in the literature.
A DEM (discrete element method) simulation of a discharge of a Coperion
KT-20 feeder in volumetric mode is available in an open access repository [1].
The results show that the simplest of material tracking assumptions – first in,
first out (FIFO) – does not hold in this feeder because of the large fraction
of material that is moved by the agitator. The DEM simulation shows that it is
a much better approximation to assume discharge of a perfectly mixed material.
In addition, the simulations show that there is a tendency to discharge
material located above the agitator early. In order to
predict the behavior during multiple refill events, three models in order of
increasing complexity are presented:
1. A simple
reduced order model that assumes perfect intermixing of old and new material,
leading to an exponential decay of the concentration of the old material in the
hopper.
2. A RTD model based on the discharge of material
layers. This model is able to capture the preferred
discharge of the top material layers at high fill levels.
3. A DEM
extrapolation method colloquially called "Relay Race" [2]. This model
accurately describes the trajectories of individual particles over multiple
refills.
Refilling at fill levels below 30%, which corresponds to the agitator
axis, can be accurately described by any of these models. However, cohesive
powders often require refilling at higher fill levels in
order to ensure a stable mass flow rate. In this case, discharge of
material above the agitator axis plays an important role and one of the more
complex refill models is then required.
References
[1] Toson and Khinast, 2019. Particle-level
residence time data in a twin-screw feeder. Data in Brief,
27: 104672. doi:10.1016/j.dib.2019.104672. dataset
doi: 10.17632/D76RZZD8R7.2
[2] Siegmann et al.,
2021. Massively speeding up DEM simulations of continuous processes using a
DEM extrapolation. Pow Tech, 390: 442–455. doi:10.1016/j.powtec.2021.05.067.
LIST OF
ABSTRACTS AND INDEX
Jan Nečas1,2, Jakub Hlosta1,2, David
Žurovec1, Jiří Rozbroj1, Jiří Zegzulka1,2
1VSB-Technical University of
Ostrava, Faculty of Mining and Geology,
17.
listopadu 15/2172, 708 33 Ostrava, Czech Republic, EU
2VSB-Technical University of
Ostrava, CEET, ENET Centre, Bulk Solid Centre,
17.
listopadu 15/2172, 708 33 Ostrava, Czech Republic, EU
Research and development in the field of
industrial automation has accelerated exponentially in the last decade.
Efficiency, cost-effectiveness and reduction of production waste have forced
the company to constantly innovate its technological methods and processes.
Bulk materials processing is one of the more difficult areas for Industry 4.0
applications. The prediction of the behaviour of innovated but also existing
granular material mixtures even with respect to low waste industrial activities
is becoming a more relevant topic today. Based on current requirements,
equipment for efficient and automated operation in the field of pipe or moulded
parts production with the help of press technology has been developed for
industrial areas such as ceramic, foundry and metallurgical industries,
construction or also metal powder or plastic processing. The efficiency of the
mould filling process is solved by the synchronous distribution of two granular
materials. This process is fully controllable with possible extension
applications to modify or evaluate the mechanical-physical properties of the
materials when deployed in an automated or autonomous production process in the
future. The mould distribution and filling methods have been developed,
validated and tested based on long-term research in the field of
mechanical-physical properties at the Bulk Solids Centre (BSC) using modern
measuring equipment such as Schulze RST, Brookfield PFT, Freeman FT4 Powder
Rheometer, Retsch Camsizer, LaVision PIV, EDEM and Rocky DEM. Shape
optimization of controllable rotating elements for efficient non-contact
(non-mixing) synchronized mass distribution process with the same or different
mechanical and physical properties was solved using DEM. Besides the quality of
the material distribution, the whole process was also influenced by
technological parameters such as filling speed and geometrical properties of
the moulds. The research of the device was supported by the PRE
SEED Fund II project of the VŠB - Technical University of Ostrava funded
by GAMA programme of the Technology Agency of the Czech Republic.
This innovative equipment meets all the
requirements and demands for modern technology in the field of mould filling
and other production processes, not only for multi-shell tubes. The equipment
is fully capable of working in an automatic process and therefore able to work
with specific settings for certain granular masses. This technology is designed
for a wide range of bulk materials with different mechanical, granulometric,
morphological and chemical properties. The aim is to replace part of the
effective expensive component of the bulk material with a more affordable
material within the production of a ceramic tubes. These bulk materials are
conveyed to the mould separately by a single filling head which is partly
inserted into the mould. The designed and field-proven technology has been
patented by the Industrial Property Office of the Czech Republic and is
registered under the name “Method of filling a mould when manufacturing
multi-shell tubes and the apparatus for this” with a registration number 308289.
LIST OF
ABSTRACTS AND INDEX
Václav Matoušek, Zdeněk Chára,
Jiří Konfršt, Jakub Novotný
Czech Academy of
Sciences, Institute of Hydrodynamics, Prague, Czech Republic
Grading of solids transported with carrying
liquid (usually water) in the form of settling slurry through a pipeline has a
profound effect on the behavior of slurry flow and particularly on the
frictional head loss in the pipeline. Mutual interactions of particles of
different sizes cause that friction mechanisms alter, and the overall effect is
usually benign – the frictional head loss is less in the broadly-graded slurry
than in the narrow-graded slurry of the same median size of particle (d50)
at the same flow velocity and the same concentration of transported solids.
Although this trend is well known, mechanisms responsible for friction altering
due to the presence of different solids fractions in the flowing slurry are not
sufficiently understood. This limits an ability of existing predictive models
to successfully estimate the frictional head loss and the energy consumption of
pipeline transport of slurry. Although most industrial slurries transported
hydraulically in pipelines tend to be broadly graded, until recently the
information quantifying the effect of the particle size distribution on the
frictional losses in pipes has remained confined to few laboratory experiments
and was exploited in a very small number of models taking the solids grading
into account.
In 2016-2021, a set of extensive
experimental campaigns has been carried out in the Hydraulic Laboratory of GIW
Industries Inc. in Grovetown, USA to test the effect of the particle size
distribution on the pipeline friction loss in pipes of different sizes (from
103 mm to 489 mm) and for solids of different densities (from sand to iron
ore). The main objective of the experiments was to supply experimental data for
calibration and validation of the fourcomponent model (4CM) predicting the
frictional head loss for settling slurries composed of components (fractions)
from fine powders to coarse fractions of particles larger than 1.5 per cent of
the pipe diameter. Careful measurements included information about integral
flow parameters (flow rates of slurry and solids, pressure drop) and
information about the particle size distribution instrumental for 4CM
refinements. However, the measurements did not include information about the
internal structure of the flow. That information is essential for
identification of mechanisms through which different solids components affect
flow friction.
Therefore, additional experiments have been
carried out with pipe flow of multi-component slurries in the laboratory loop
of Institute of Hydrodynamics of Czech Academy of Sciences. These included
information on the distribution of solids in a pipe cross section and on the
behavior of solids at and near the pipe wall at the bottom of the pipe.
Bimodal-, threecomponent- and four-component slurries were tested and mutually
compared to identity the role of individual components on slurry flow and pipe
friction. The paper presents an analysis of the experimental results,
identifies and quantifies a role of each individual component on the overall
frictional head loss. Furthermore, it compares the observed losses with those
by a predictive model for broadly-graded solids.
LIST OF
ABSTRACTS AND INDEX
MSA Bradley, T Deng
The Wolfson
Centre for Bulk Solids Handling Technology, University of Greenwich
The archives of The Wolfson Centre contain
many years of data records on the pneumatic conveying properties of a huge
range of different materials. These
range across foodstuffs, fuels, minerals, chemicals and many more. This paper presents the results of a
comparative review of a broad selection from amongst this data, where both the
bend and straight pipe pressure drops have been determined, all measured on the
same test rig and pipeline over the last 15 years. This is the first time on public record that
such a wide data set of pneumatic conveying characteristics has been compared.
The results show a good representation of
the range across which the pressure drop functions vary between materials. Certain interesting points emerge. First and perhaps most significantly, it is
not uncommon for materials that are for all other purposes considered to be
“the same”, i.e. the same name and made to the same agreed specification, even
by the same company but at different sites, can display very significant
differences in pressure drop, in spite of there being
no measurable difference in particle properties or chemistry. Equally importantly, different methods of
grouping the materials have been tested (for example by particle size, density,
field of application or chemistry) and the lack of correlation of the pressure
drops to any of these groups or variables is remarkable.
Equally, the relationship between bend and
straight pipe pressure losses, expressed for example as “bend equivalent
length”, is also strikingly variable, and absent of correlation against
material type, particle characteristics or flow conditions.
This lack of any meaningful correlation of
conveying properties against particle properties is counter-intuitive and at
first frustrating. However
it explains why many years of pneumatic conveying research and modelling
amongst many institutions and experts has failed to produce any agreement on
predicting pressure drop in pneumatic conveyors other than by undertaking
trials. It also demonstrates the ongoing
justification for such conveying trials with materials to be handled in new
systems (or new materials to be handled in old systems) and shows that any hope
of modelling pneumatic conveying behaviour based on particle properties that
are commonly measured, is almost certainly forlorn.
LIST OF
ABSTRACTS AND INDEX
Haifeng Lu*, Hu Ruan, Xiaolei Guo, Haifeng Liu
Shanghai
Engineering Research Center of Coal Gasification, East China University of
Science and Technology, China
Dense phase
pneumatic conveying is one of the key technologies in the entrained-flow
pulverized coal gasification process, where conveying pressure drop, regulation
valve and nozzle all play important roles in regulating the flow rate of
pulverized coal. In this paper, experiments were carried out in the dense-phase
pneumatic conveying platform in the ECUST (East China University of Science and
Technology) laboratory. The effects of conveying pressure drop, regulation
valve and nozzle on system pressure distribution and solid flow rate regulation
were investigated, to investigate the regulation mechanism on pulverized coal
flow. The flow pattern of gas-solid two-phase inside the horizontal pipe were
further studied and its evolution law were revealed based on the Electrical
Capacitance Tomography (ECT) system. The study shows that the regulation valve
and the nozzle are most important resistance components of the conveying
system, which jointly bear more than 90% of the conveying pressure drop. The
effective opening of the regulation valve is about 13%-40% within the
experimental range, where the pulverized coal flow rate increases nearly
linearly with the valve opening. The exit velocity of the nozzle can be up to
hundreds of meters per second, which effectively realizes the gas-solid
dispersion at the end of the conveying pipeline. Finally, a semi-theoretical
and semi-empirical model for pulverized coal flow rate prediction was developed
and related to characteristic pressure drop of the conveying pipeline, the
regulation valve, or the nozzle, respectively. On this basis, the characteristics
of flow rate regulation in the dense-phase pneumatic conveying of pulverized
coal were revealed and, stable and controllable conveying was realized.
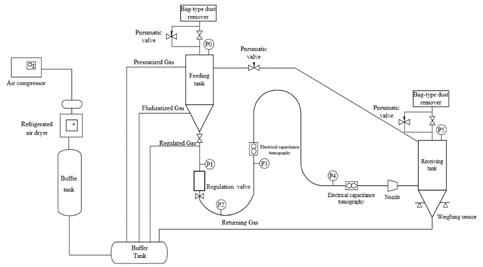
Fig.1. Schematic diagram of dense phase pneumatic
conveying system.
LIST OF
ABSTRACTS AND INDEX
MSA Bradley, T Deng
The Wolfson
Centre for Bulk Solids Handling Technology, University of Greenwich
Breakage Matrices are a very useful means
of representing the attrition properties of particles in impact processes,
allowing data from one context (for example a test system) to be used to
predict particle breakage in another context (eg a new plant system), provided that
certain principles of similarity are maintained. However, determining breakage
matrices in a rigorous experimental programme can be very challenging
practically.
This paper introduces a novel means of
short-cutting much of the experimental work needed to arrive at breakage
matrices that can be used for practical prediction of particle attrition in a
plant conveying system, based on a much more limited programme of pilot plant
work and empirically-derived trends for the relationships between the elements in
the matrices, which enables a breakage matrix to be fully characterised using
only two numerical values. This is based
on experimental measurements across a substantial number of materials of
different types.
LIST OF
ABSTRACTS AND INDEX
Rizk Farid
R & D Solids Handling BASF Formerly, R & D Solids Handling BASF Formerly, Ludwigshafen, Germany
The
publication of studies concerning failures in the design of pneumatic conveying
systems is alarming. These studies have triggered the need for new methods for
solving this problem. Although pneumatic conveying of solids in pipes is a wide
spread technology, failures occur in their design. The investigation of these
studies has been carried out for systems operating in Canada, USA, Europe and
Asia. Although a large amount of information and documentations pertaining
solid characterisation are published, failures occur in the design of new systems.
Due to the complex phenomena between solid
particles and the transport media, an attempt was made based on the
similarities of flow in both pilot- and commercial- plants in conjunction with
the standard modified evaluation of the pressure drop. The expansion and
interaction of the two-phase gas /solids when scaling-up were taken into
consideration. Most important is the application of dimensionless numbers such
as the mass loading, the FroudeNumber and the geometric ratio pipe length to
pipe diameter. The adaptation of the pipe diameter and pipe material is in both
systems vital.
A systematic evaluation and comparison of test
results are encouraging and represent the basis for design, taking flow
conditions and their similarities into account. A modification step is
introduced, where deficits in the design are visualised and eliminated. This
modification step is based on tests in a large scale
system.
LIST OF
ABSTRACTS AND INDEX
R. Girimonte, F. Testa and M. Turano
Department of
Computer Engineering, Modeling, Electronics and Systems (DIMES), University of Calabria, I 87030 Arcavacata di Rende (Cosenza), Italy
Confined-Fluidized
Beds (also called Packed-Fluidized Beds) constitute a non-conventional
arrangement to carry out fluidization of relatively fine particles in the
interstitial voids of a packing of coarse spheres. The presence of the these as
a packed bed prevents the onset of the bubbling regime past the incipient
fluidization point of fine solids. By this method, even solids that belong to
Geldart's group B become capable of reacting to an increase of the gas velocity
over umf by homogeneously expanding up to unusually high values of
voidage.
Systems of this kind can be of interest for
applications in which bubbly flow plays a detrimental role on process
efficiency, such as adsorption of CO2 from flue gas streams.
To check these potentialities, the paper
presents the results of an investigation regarding CO2 adsorption on
a fluidized bed of pellets of several types of sorbent (zeolite,
aminofunctionalized silica, activated carbon, etc). A comparison is made
between the performance of a confined fluidized bed and that of a conventional
system at the same conditions of inlet gas velocity and CO2
concentration. The paper discusses how the effect of the confined fluidization
velocity allows optimizing the overall performance of the adsorber: the
operating velocity can be set at a value at which the thermal effects connected
to the operation are kept under control.
Effectiveness of CO2 adsorption
is assessed in terms of moles of CO2 adsorbed per unit mass of
sorbent, breakthrough time and fraction of bed utilized at the breakpoint. The
results obtained confirm that the confinement of the sorbent allows exploiting
fluidization technology in CO2 capture.
Keywords: Confined-fluidized bed; Packed-fluidized bed; CO2
capture; Adsorption; zeolite; amino-functionalized sorbent; Activated carbon.
LIST OF
ABSTRACTS AND INDEX
Ebrahim H. Al-Ghurabi,
Mourad M. Boumaza, Mohammad Asif
Dept. of
Chemical Engineering, King Saud University, Riyadh, Saudi Arabia
Fine and
ultrafine powders find widespread application in the process industries owing
to their high specific surface area that helps to enhance surface based
catalytic and non-catalytic rate processes, thereby ensuring high process
efficiency. However, the large scale processing and
dispersion of such powders is often challenging due to their cohesive behavior
as a result of strong interparticle forces. Classified as Group C powders,
their fluidization is marked by severe bed homogeneities, which is evident from
the development of rat-holes and channels through which the gas phase tends to
bypass the solid phase, resulting in poor interphase mixing. To improve
fluidization of such powders, the commonly used strategy is to input extra
energy to the bed for counteracting the effect of interparticle forces. Often
referred to as assisted fluidization techniques, such strategies, for example,
involve mechanical vibration of the bed, utilization of acoustic vibrations,
and modifying the force field with the help of electric and magnetic fields.
The viability of any assisted fluidization technique nonetheless depends upon
two main factors, namely cost-effectiveness and ease of implementation. To this
end, the assisted fluidization technique of flow pulsations that consist of
pulsating the inlet flow to the fluidized bed at regular time intervals stands
out on both counts, especially because no extra energy input is required. The
regular flow interruptions causes frequent collapse of
the bed, introducing disturbances that help to eliminate the bed
non-homogeneities and mitigate the effect of interparticle forces.
In the
present study, we have investigated the effectiveness of assisted fluidization
technique of pulsed flow. A bed of activated carbon with strong cohesive
behavior was subjected to square-wave flow pulsations of different frequencies
as well as magnitudes using an electronic mass flow controller operated using a
data acquisition system (DAQ). The disturbances introduced in the bed due to
frequent flow interruptions were carefully monitored at a sampling frequency of
100-Hz using sensitive pressure transducers. The experimental data were
processed to obtain characteristic hydrodynamic parameters describing the
fluidization behavior in the presence of flow pulsations. Another set of
experiments were also carried out under conventional fluidization conditions
for comparison to delineate the effect of flow pulsations on the bed
hydrodynamics. In addition, the data were analyzed in the frequency domain to
obtain an insight into occurrences of different time events taking place during
the pulsed flow fluidization.
LIST OF
ABSTRACTS AND INDEX
Helena Weingrill1, Christina
Reichart1, Timothy Aschl1, Denis Schuetz2
1Department of Rheometry, Anton Paar GmbH, Graz, Austria
2R & D Rheometry, Anton Paar GmbH, Graz, Austria
As powder
coatings contain only small amounts of volatiles or are entirely volatile-free,
they present a preeminent alternative to conventional paints and coatings
reducing their impact on the environment [1]. Thus, their application is part
of the current strive towards greener engineering. To guarantee powder
coatings' flawless processing, flow additives are typically mixed into the base
powder coating to adapt their process-relevant properties such as their
air-retention capacity and fluidizability. However, the powder behavior of the
resulting formulations is expected to be highly temperature-dependent, due to
its polymeric nature. Processing involves a curing reaction or melting of the
contained polymer, while the flow aid itself remains as a particulate elevating
the viscosity of the melt and significantly altering the achieved surface. This
results in a multifaceted issue which needs to be addressed in detail.
Therefore,
this study focuses on the investigation at elevated temperatures of a
polyester-based powder coating containing different amounts of pyrogenic
alumina as flow additive up to 0.3 wt%. The formulations' fluidization
behavior as well as their flow behavior and fluidized bed viscosity are
examined at temperatures up to 50°C, thus approaching the polyester's glass
transition temperature where a significant change in the polymer's mechanical
behavior is expected to occur. Furthermore, the impact of the powder's history
in terms of precedingly applied loads to imitate storage and transport is
assessed likewise. Finally, the viscosity of the powder coating in the liquid
state is examined.
Interestingly,
an impact from temperature on the powder's fluidization behavior only occurs
for formulations containing flow additive suggesting certain interactions
between the alumina and polyester particles. As opposed to that, the
air-retention capacity - as crucial property for the coating process - proves
to be highly temperature-dependent for all formulations including the pure
powder coating without any additional flow additives. Furthermore, a decrease
in the temperature-dependence with increasing flow additive concentration is
detected for the powders' air-retention capacity. As expected, the powder's flow
properties change with increasing flow additive content. Moreover, the
temperature dependence of the powder's flow properties is decreased by the
addition of the alumina. Similar trends are detected for the fluidized bed
viscosity. This clearly demonstrates that this coating technology is a highly
complex process where many parameters have to be
considered to achieve an impeccable coating.
[1] Du, Z., Wen, S., Wang, J., Yin, C.,
Yu, D., & Luo, J. (2016). The review of powder coatings. Journal of Materials Science and
Chemical Engineering, 4(3), 54-59.
LIST OF
ABSTRACTS AND INDEX
Stefano
Padula1, Maurizio Troiano1,2, Claudio Tregambi2,3, Roberto Solimene2*,
Piero Salatino1
1Dipartimento di Ingegneria Chimica dei Materiali e
della Produzione Industriale, Università degli Studi di Napoli Federico II,
Napoli, Italy
2Istituto di Scienze e Tecnologie per l'Energia e
la Mobilità Sostenibili (STEMS), Consiglio Nazionale delle Ricerche, Napoli,
Italy
3Dipartimento di Ingegneria, Università degli Studi
del Sannio, Benevento, Italy
*Corresponding author: Roberto Solimene, roberto.solimene@cnr.it
Keywords:
solar particle receivers; concentrated solar power; interconnected fluidized
beds
Energy
transition is today universally acknowledged as a pressing priority for a fully
carbonfree energy sector. Concentrated Solar Thermal (CST) energy coupled with
Thermal Energy Storage (TES) systems is an appealing alternative to fossil
sources for power production. CST technologies consist of a set of sun-tracking
mirrors that concentrate solar radiation onto a receiver, where it is absorbed
by an energy carrier. The energy carrier can be then stored and used to drive a
power cycle. Granular solids offer several advantages as energy carriers and
open the path to Thermochemical Energy Storage (TCES), which consists in
exploiting solar energy to sustain a reversible and endothermic chemical
reaction. The energy is stored in the reaction products, allowing larger
densities and longer times of storage. The design of gas-solid reactors is
crucial for the success of this technology.
A novel
Directly Irradiated Fluidized Bed Autothermal Reactor (DIFBAR) is investigated.
The key feature of the reactor is the autothermal operation: the sensible heat
of the solid flowing out of the reaction zone is recovered to preheat the
reactants, saving the energy needed to reach the high temperatures of TCES
processes. This is obtained by means of a solid-solid heat exchanger composed
of two vertical coaxial tubes connected at the bottom of a conical vessel, that
serves as a receiver. The bed material is fed to the receiver through the inner
tube (riser) by a fluidizing gas stream. There, the particles are exposed to a
high flux of solar radiation and undergo a chemical reaction. Then they
separate from the gas stream and fall into the outer tube (annulus). As
particles descend through the annulus as a moving bed, they transfer their
sensible heat to the counter-current gas-solid suspension in the riser. A
lab-scale prototype was designed and built up, in which the material is taken
from and re-injected in a same reservoir, in a closed loop circulating system.
In this
study the hydrodynamics of DIFBAR is investigated with a Geldart B sand under
various conditions. Eight pressure transducers are used to characterize the
pressure loop and to control the sand level in the annulus. Solids circulation
rates are determined through an optical access and time sampling tests.
Moreover, gas flow patterns are studied by gas tracing technique.
LIST OF
ABSTRACTS AND INDEX
Denis Schütz1, Helena Weingrill1
1R&D Rheology (Anton Paar Gmbh, Graz Austria)
Polymeric
materials in additive manufacturing add a unique difficulty in characterization
to a field that is used to deal with metal powders. Due to the molecular
structure of these polymer powders, moisture and temperature change their
behavior to a larger degree than is to be expected with the more common metal
feedstock. Like in metals manufacturers have addressed this by bringing the
temperature of the feedstock chambers to elevated levels, therefore reducing or
eliminating the moisture effects. However, unlike metals, polymers show a
substantial divergence from their room temperature This in turn creates the
problem of reliably measuring the feedstock at these elevated temperatures to
give an accurate picture of their properties during use. And in addition, the
problem of moisture influence during storage prevails.
In this work we will show measurements of polymeric feedstock under actual
processing parameters and delve into the problems arising during drying and
storage.
It will consist of measurements with temperature and moisture-controlled ring
shear cells as well as data from our novel temperature-controlled stirrer-based
cell with fluidized methods.
LIST OF
ABSTRACTS AND INDEX
Krischan
Sandmann1, Udo
Fritsching1,2
1Leibniz-Institut für Werkstofforientierte Technologien - IWT,
Badgasteiner Straße 3, 28359 Bremen, Germany
2University of Bremen, Faculty of Production Engineering,
Bibliothekstraße 1, 28359 Bremen, Germany
The growing
demand for fine particle systems with tight specifications requires new
approaches to solutions from mechanical process engineering. In
particular, there are barely any technical scaled classification
processes for finest particles (dp<10 μm). In the contribution, a modern
approach for a separation process is presented, which acts on gas-borne
particles with the superposition of acoustic and electric field and thus allows
a particle size and materialdependent separation.

 Figure 1: Process scheme of electrical assisted
ultrasonic classification of fine particles
Figure 1: Process scheme of electrical assisted
ultrasonic classification of fine particles
Several
approaches were taken to describe and investigate the process presented.
Mathematical models were set up and used as a basis for mapping the particle
movement. Furthermore, numerical simulations of the flow conditions in the
intensive standing ultrasonic field were carried out, which, in conjunction
with experimental investigations, enable a more precise process analysis. The
mathematical analysis of the process shows a high separation accuracy for the
fractionation into coarse and fine material [1]. On the other hand, the
simulations of the gas phase show pronounced non-linear behaviour under the
intensive effects of the acoustic field, which can lead to backmixing. The current
focus is on finding suitable process windows and minimising side effects for
classification of particles with multivariate properties. This project is
founded within SPP 2045 MehrDimPart by Deutsche Forschungsgemeinschaft (DFG)
[1] Sandmann, K. and Fritsching, U. (2020),
Selective Particle Classification in Ultrasonically Excited Aerosols. Chemie Ingenieur
Technik, 92: 635-642.
LIST OF
ABSTRACTS AND INDEX
Philipp Grohn1, Tobias Oesau2, Stefan Heinrich2, Sergiy
Antonyuk1
1Institute of Particle Process Engineering, Technische Universität
Kaiserslautern, Kaiserslautern, Germany
2Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
Solids in
particle form (powders, granulates or agglomerates) are widely used in the
food, chemical and pharmaceutical industries, where they are further processed
in various production steps, e.g. drying and coating in the fluidized bed [1].
To control and optimize these processes, it is essential to know and describe
the particle kinematics and dynamics. An essential tool to obtain these data
are numerical simulations of the multiphase flow with the computational fluid
dynamics (CFD) coupled with the discrete element method (DEM). With CFD, the
flow field of the gas in the process apparatus can be determined by the
Eulerian-Lagrangian approach, which treats the fluid phase as a continuum. In
DEM, the interactions are calculated for each single particle based on models
describing physical properties of particles and their mechanical behavior
stressing [2].
In this
work, we studied first the wet particle contact by impact tests using a setup
consisting of two high‐speed cameras to record the pellet‐wall
collisions [3]. The influence of the impact velocity and liquid bridge volume
on the length of the liquid bridge were determined by a MATLAB script using the
Image Processing Toolbox. A model for a velocity-dependent maximum liquid
bridge length was developed and used in an implemented liquid bridge contact
model in DEM. The additional dissipative forces were modeled according to the
fluid bridge model of Tsuazawa et al. and the viscous forces according to Adams
and Perchard and Popov [4].
The
simulation results were validated with experimental data obtained by
magnetic-particle-tracking measurements of the particle movement in a rotor
granulator. With the help of the simulations, the particle movement in this
rotor granulator was analyzed in detail and used to determine the boundary
conditions under which a successful fluidization in the rotor granulator can be
realized.
References
[1]
Antonyuk S, Palis S and Heinrich S 2011 Powder Technology 206 88–98
[2]
Antonyuk S, Heinrich S, Gurikov P, Raman S and Smirnova I 2015 Powder
Technology 285 34–43
[3]
Breuninger P, Weis D, Behrendt I, Grohn P, Krull F and Antonyuk S 2019
Particuology 42 114–25
[4] Grohn P, Lawall M, Oesau T, Heinrich S
and Antonyuk S 2020 Processes 8 1090
LIST OF
ABSTRACTS AND INDEX
Luca Sarno1, Maria
Nicolina Papa2, Paolo Villani2
1Institute of Fluid Dynamics, Dept. of Mechanical Engineering, TU
Darmstadt, Darmstadt, Germany
2 Department of Civil Engineering, University of Salerno, Salerno,
Italy
Granular
media are ubiquitously involved in many geophysical flows (like avalanches and
debris flows) and in several industrial applications. Yet, the dynamics of
granular materials is far from being completely understood and several aspects,
such as the non-local rheological behaviour, the boundary effects, the grain
segregation and the rheological hysteresis still represent extremely
challenging open problems that can be hardly described by current mathematical
models. Therefore, laboratory-scale experiments are irreplaceable tools for
increasing the physical understanding of these still unclear aspects that
cannot be easily isolated in field-scale investigations and are not yet
properly described mathematically. Furthermore
laboratory measurements are essential for the validation of models.
With the
purpose of systematically investigating the steady state and the effects of the
boundary conditions in the dense-collisional regime, here we report an
experimental study on dry granular flows in a narrow laboratory flume, made of
Plexiglas and having a rectangular cross-section of width 8cm. The investigated
granular medium consists of small spheroidal beads (d≈3mm),
made of acetal resin (POM) and having grain density of 1410 kg/m3. Different flume slopes were studied, together
with various basal roughnesses, obtained by using different bed linings
(sandpaper, smooth Bakelite, glued POM grains) that allowed the onset of
different kinematic boundary conditions. Moreover, in order
to study different flow regimes, various flow rates were imposed by
modifying the opening of an upstream gate, separating the channel from an upper
reservoir and located near the channel bed. The flume was equipped with a
high-speed digital camera (AOS Technologies) and a no-flicker highbrightness
LED lamp (Photo-Sonics), so that non-invasive optical measurements of both the
velocity and the solid volume fraction (volume of solids ÷ total volume) could
be obtained at the sidewall. For the velocity measurement we employed a
multi-pass granular particle image velocimetry (g-PIV) [Sarno et al., Adv. Powder Tech.,
2018], while a stochastic-optical method (SOM) [Sarno et al., Granul. Matter, 2016] was employed for the volume fraction
measurements. The advantage of the proposed integrated approach is to use the
same digital pictures, obtained from the high-speed camera, to concurrently
estimate both the velocity field and the more challenging solid volume fraction
that is strongly coupled with the granular dynamics. The innovative SOM method
is based on the direct measurement of a quantity, named two-dimensional volume
fraction, which is
easily measurable under controlled illumination conditions and was found to be
highly correlated with the near-wall volume fraction thanks to a stochastic
transfer function, previously determined from extensive Monte Carlo simulations
of random distributions of perfect spheres.
The
combined measurements of velocity and volume fraction allowed a better
understanding of the flow dynamics and, specifically, revealed the coexistence
of different flow regimes in the same cross-section. Different momentum
exchange mechanisms of frictional and collisional-type were found to cause the
rheological stratification of the granular flow.
LIST OF
ABSTRACTS AND INDEX
Josef Tausendschön1, Stefan Radl2, Sankaran Sundaresan3
1Institute of Process and Particle Engineering, Graz
University of Technology, Graz, Austria
2 Institute of Process and Particle Engineering, Graz
University of Technology, Graz, Austria 3 Dept. of Chemical and Biological
Engineering, Princeton University, Princeton, USA
Simulations of industrial-scale
gas-particle flows based on the filtered Two-Fluid model (fTFM) approach, and
therefore with coarse grids, depend critically on constitutive models that
account for the effects of inhomogeneous structures at the subgrid level [1].
Around this issue, an artificial neural network-based drag correction model was
developed by Jiang et al. [2,3] for non-cohesive gas-particle systems.
The complexity of accounting for
inhomogeneous structures increases when considering cohesive gas-particle flows
[4]. Therefore, we aim to analyze the influence of cohesion on the drag force
closure and integrate it into a machine learning-based drag correction concept.
Prior studies [5] identified the sub-grid drift velocity as the crucial
quantity for modeling the filtered drag coefficient and the drag model as a whole. Unfortunately, the drift velocity is
unavailable in filtered simulations. To correctly reproduce mesoscale
structures, and since the drift velocity is also computable, we start with
detailed CFD-DEM (Computational Fluid Dynamics-Discrete Element Method)
simulations and filter them with different filter sizes to emulate an fTFM
simulation.
Based on these simulations, we create a
dataset by varying the cohesion level from cohesionless to highly cohesive and
changing the size of the systems using coarse-graining. We then subject the
markers available in a basic fTFM simulation to systematic analysis considering
their correlation with the target value, namely the drift velocity. With the
identified markers we then create, train, and test neural network-based drag
correction models. Finally, we demonstrate the accuracy of the developed models
for drag correction for a wide range of cohesion levels and system sizes.
REFERENCES
Y. Igci, S. Sundaresan, Constitutive models
for filtered two-fluid models of fluidized gasparticle flows, Ind. Eng. Chem.
Res. 50 (2011) 13190–13201.
Y. Jiang, J. Kolehmainen, Y. Gu, Y.G.
Kevrekidis, A. Ozel, S. Sundaresan, Neural-networkbased filtered drag model for
gas-particle flows, Powder Technol. 346 (2019) 403–413.
Y. Jiang, X. Chen, J. Kolehmainen, I.G.
Kevrekidis, A. Ozel, S. Sundaresan, Development of data-driven filtered drag
model for industrial-scale fluidized beds, Chem. Eng. Sci. 230 (2021) 116235.
M.H. Zhang, K.W. Chu, F. Wei, A.B. Yu, A
CFD-DEM study of the cluster behavior in riser and downer reactors, Powder
Technol. 184 (2008) 151–165.
A. Ozel, Y. Gu, C.C. Milioli, J.
Kolehmainen, S. Sundaresan, Towards filtered drag
force model for non-cohesive and cohesive particle-gas flows, Phys. Fluids. 29
(2017).
LIST OF
ABSTRACTS AND INDEX
Haim Kalman1,2, Dmitry Portnikov1 and
Erez Matana1
1 The Laboratory for Conveying and Handling of
Particulate Solids, Department of Mechanical Engineering, Ben-Gurion University
of the Negev, Beer Sheva 84105, Israel.
2 Aaron Fish Chair in Mechanical Engineering –
Fracture Mechanics, Israel.
Empirical correlations and experimental works
relating the drag coefficient (CD) of spheres to the Reynolds number
(Re) and Re to the Archimedes number (Ar) were reviewed with a focus on the
correlations applicable to the entire Re range. In addition, experiments with
various spherical particles and fluids for the entire range of Re were
conducted using high-speed video and added to the literature data. One of the
correlations from the
literature for Re–Ar and a modified correlation for CD–Re
were found to best fit the experimental results. The analysis also established
new correlations for Re–Ha (a non-dimensional number for velocity not including
particle size) and CD–Ar. The latter is easier to use than the
common CD–Re curve. The research was then increased to test
accelerating particles and testing the effects of the added mass and history
term. It was found that the drag coefficient for accelerating particles is much
larger than for that calculated by the steady-state drag using the instaneous
velocity.
LIST OF
ABSTRACTS AND INDEX
Stefano Iannello1,
Massimiliano Materazzi1
1Department of Chemical Engineering, University College London,
London WC1E 7JE, UK
Fluidised bed reactors are among the most
promising technologies for the thermochemical treatment of solid feedstocks for
sustainable applications, due to their enhanced heat and mass transfer, and
operating flexibility. Nevertheless, there are still unsolved challenges when
operating with highly volatile solid feedstocks, such as biomass or waste.
Because of their relatively low density, these materials experience axial
segregation, tending to segregate along the bed height causing complications in
the hydrodynamics of the bed. Moreover, volatiles released within the bed
evolve in form of endogenous bubbles, which further enhance segregation of the
feedstock. As a consequence, both solid and gas phases
do not take advantage of the bed-to-fuel transfer phenomena, which are
essential for high product yields and quality. All these aspects are essential
part of the design of industrial fluidized bed units and relevant to all
thermochemical conversions, since the evolution of volatiles is the first and
common stage in pyrolysis, gasification and combustion operations. The aim of
this work is to provide a better understanding of the devolatilization behaviour
and bed-feedstock interaction in fluidized bed reactors. This is done by
investigating reacting wood biomass particles in a lab-scale fluidized bed
reactor at high temperatures and different fluidization regimes relevant to
industrial operations. A non-intrusive X-ray imaging technique, coupled with
gas analysis measurements, has been used to investigate the thermal
decomposition behaviour of a single particle after under-bed feeding. The
experiments were conducted under either inert (pyrolysis) or semi-oxidizing
(gasification/combustion) conditions. A comprehensive assessment at minimum
fluidization condition provided deeper insight about the devolatilization
behaviour within the bed, which is found to be independent of the oxidizing
nature of the fluidization medium. Size and void fraction distribution of
endogenous bubbles were measured via X-ray imaging. Results show that a fully
developed endogenous bubble carries with it a volume of volatiles considerably
larger that the volume predicted by a pseudo-first order rate law, which is
usually used to describe the devolatilization behaviour of solid feedstocks.
Gained knowledge provided by direct visualization from the collected X-ray
images allows an estimation of the lift effect acting on the reacting particle,
which can then be used to develop a one-dimensional model to validate
experimental results. The model accurately predicts the behaviour of biomass
particles at minimum fluidization, while showed inconsistencies in bubbling
regime. This finding was attributed to endogenousfluidizing bubbles
coalescence, which appeared to take place in an unpredictable fashion.
Preliminary results obtained from this study highlighted the importance of
developing systematic methodologies for the investigation of single particle
devolatilization which, at present, appears to be the most effective approach
to gain deeper insight on the interaction between feedstock and fluidized bed
during thermochemical conversions.
LIST OF
ABSTRACTS AND INDEX
Laura
Molignano1, Maurizio
Troiano1, Roberto Solimene2*, Sina Tebianian3, Piero Salatino1,
Jean-Franҫois Joly3
1Dipartimento di Ingegneria Chimica, dei Materiali
e della Produzione Industriale, Università degli Studi di Napoli Federico II,
Napoli, Italy
2Istituto di Scienze e Tecnologie per l'Energia e
la Mobilità Sostenibili, Consiglio Nazionale delle Ricerche, Napoli, Italy
3Direction Conception Modélisation Procédés, IFP Energies Nouvelles,
Solaize, France
*Corresponding
: roberto.solimene@cnr.it
Keywords:
Fluidization, Solid mixing/segregation, Self/mutual dispersion
The
performance of thermochemical processes achieved in gas-solid fluidized beds
(FB) strongly depends on the level of mixing/segregation of solid fuel and bed
material. In the vertical direction, effective solids mixing is typically
beneficial to ensure sufficient contact time between
fuel and fluidizing gas. On the other hand, for some applications, axial
segregation is useful for separation of two solids with different physical
properties. Efficient lateral fuel mixing avoids undesired transversal
temperature profiles and, in turn, pollutant emissions and helps to minimize
fuel feeding ports over the cross-section of industrial units. Conversely, in
two interconnected FBs, where fuel losses in the second reactor are undesired,
lateral mixing is to be discouraged. Thus, the proper extent of solid mixing
depends on the specific process and solid fuel type.
Despite
previous studies on solids mixing, very few works report data obtained from
pilot-tolarge scale units at typical industrial conditions. Moreover, the
variability in physical properties of different solid fuels, especially for
biomass, is another aspect, which directly influences the mixing behavior.
Therefore, further comprehension of solid mixing and segregation phenomenology,
studied under operating conditions significant to industrial processes, is
required for ad hoc design and
optimization of each process.
In the
present study, stimulus-response tracing experiments are performed in
non-reactive bubbling fluidization conditions. As for the diagnostics,
custom-made capacitance probes for high temperature environments are adopted in
addition to pressure transducers placed along bed height. A distinction is made
between self-dispersion experiments, where two solids are chosen with same
particle density and diameter, and mutual-dispersion ones, where the solids are
chosen on the basis of the inert bed and the fuel
particles properties. For these tests, a calibration is needed to investigate
dense phase voidage trend with volumetric composition of the binary mixture.
Results about experiments at 600°C are presented for a medium-size laboratory
scale unit at relevant operating conditions. Tracer feeding and mixing
phenomena in the reactor are modeled in detail to estimate solids dispersion.
To conclude, results are critically compared with the most notable ones from
the scientific literature, especially those obtained in higher dimension
reactor scales.
LIST OF
ABSTRACTS AND INDEX
Paula A. Gago*1,
Raphael Blumenfeld1,2, Sheik Rahman3, Stephen Tyson4,
Peter King1
1Department of Earth Science and Engineering, Imperial College
London;
2Cavendish Laboratory Cambridge, UK;
3School of Petroleum Engineering, University of New South Wales,
Australia;
4Universiti Teknologi Brunei, Jalan Tungku Link, Gadong BE1410,
Brunei Darussalam
* pgago@ic.ac.uk
Hydrocarbon extraction from unconsolidated
sandstone reservoirs commonly produces sand, causing erosion of equipment,
plugging, and flow reduction. These not only lead to losses of millions of
dollars every year but also pose direct and indirect environmental risks.
Standalone screens are normally used to reduce sand production, but they give
rise to pressure loss along the “filter cake”, which the screens generate. The
main approach in the industry involves a quest for an optimal design, which is
unique to each specific well. This is a major challenge because it requires
balancing the screening of particles against the permeability reduction owing
to the build-up of the filter cake. While there have been significant advances
in modelling the unconventional behaviour of granular materials in recent
years, many open questions remain. In particular, the
formation of the filter cake requires modelling of its jamming dynamics, the
statistics and properties of its structure, its permeability, and how the
stress is distributed in it, given that the incoming slurry consists of
particles with broad size and shape distributions. We use discrete element
method (DEM) numerical simulations to study at the grain-scale the dynamics of
a slurry flowing downward under gravity through a pipe capped by a filter at
the bottom. We measure the particle filtration rate through a screen as a
filter cake builds up against it. We investigate several filter apertures and
mesh weaving designs. We show that at least 80% of the total solid production
occurs before the first layer of filter cake particles has formed, in agreement
with previously reported results. Our findings provide evidence that the
filtering of particles is in fact mainly done by the filter cake rather than
the screen. We propose that a central line of investigation should be into the
design of a screen that generates a predetermined optimal structure of the
filter cake, which in turn, would optimise the flow rate against the volume of
solid production.
LIST OF
ABSTRACTS AND INDEX
Silas Wolf, Nane
Kühn, Carsten Schilde
Institute for
Particle Technology, Technische Universität Braunschweig, Braunschweig, Germany
Nanoparticulate functional structures are
becoming increasingly important, for example in pharmacy as carrier systems for
poorly soluble drugs or in the form of porous catalysts. The properties of the
subsequent products depend to a large extent on the microstructure of the
particle systems. One possibility for producing defined structured aggregate
structures is spray drying. By varying the process and formulation parameters,
the structure formation can be specifically controlled during the process [1-3].
However, the exact processes that control the formation of the particle
structure during the drying process have not yet been sufficiently explored.
One possibility to elucidate the mechanisms of aggregate formation is provided
by simulations. These allow process-structure-property relationships to be
established without any experimental effort as well as the optimization of the
production of such aggregates. One way to simulate the structure formation
during the spray drying process is to couple computational fluid dynamics (CFD)
with the discrete element method (DEM). This allows to consider influences of
particle-particle as well as fluid-particle interactions. For the CFD
simulation of multiple fluid phases, the volume-of-fluid method is used, which
has been extended to include a source term to represent a constant evaporation
rate along with coupling to DEM. This allows the processes involved in drying a
single suspension droplet to be studied. By taking into
account a capillary force, the effect of surface tension on the
individual particles can be represented [4], by which the particles finally
aggregate. The additionally acting collision and friction forces, cohesive
forces, long-range interactions according to the DLVO theory and the Brownian
motion of the particles can then additionally influence the structure
formation. In the context of this study, these models will be used to
investigate the effect of different process parameters, such as drying rate and
temperature as well as suspension properties, e.g. solid content, particle size
distribution, surface charges and particle material, on the structure
formation. The main focus will lie on hierarchical
structuring, where, for example, a gradient of particle size or pore size as a
function of radius is present. The results will then be compared with findings
from experimental investigations in order to evaluate
the applicability of the simulation models used.
[1]
S. Melzig, D. Niedbalka, C. Schilde, A. Kwade, Colloids and Surfaces A:
Physicochemical and Engineering Aspects 2018, 536, 133–141.
[2] S. Zellmer, G. Garnweitner, T.
Breinlinger, T. Kraft, C. Schilde, ACS nano 2015, 9 (11), 10749–10757.
[3] S. Zellmer, M. Lindenau, S. Michel, G.
Garnweitner, C. Schilde, Journal of colloid and interface science 2016, 464,
183–190.
[4] T. Breinlinger, A. Hashibon, T. Kraft,
Powder Technology 2015, 283, 1–8.
LIST OF
ABSTRACTS AND INDEX
Francesca
Orsola Alfano1 , Andrea
Benassi2,3, Roberto Gaspari2 , Alberto Di Renzo1
, Francesco Paolo Di Maio1
1 DIMES Department, University of Calabria, Cosenza, Italy
2 Chiesi Farmaceutici S.p.A., Parma, Italy
3 International School for Advanced Studies (SISSA), Trieste, Italy
Fine particle lift
and dispersion by gas flows is widely used as specialized technology in
pharmaceutical, such as Dry Powder Inhalers (DPI), and dust handling devices.
In DPIs for carrier-based formulations (i.e. drugs with two solid phases, the
active pharmaceutical ingredient, API, and an excipient, carrier), the drag
force exerted by the air flow and the impacts of the particles on the walls of
the device promote the deaggregation of the agglomerates, in such a way that
small, cohesive individual API particles can reach the lower lung airways. The
two-phase flow structure and its interaction with the drug powder is generally
complex due to the combination of the revolving gas flow field and its modifications
induced by the presence of the particles. CFD-DEM simulations can be useful to
get an accurate digital reproduction of such applications (digital twin).
However, the presence of a strongly polydisperse system and very fine particles
makes the simulation challenging, so the choice of appropriate models is
essential. In the present work, unresolved 4-way coupled CFD-DEM simulations
were performed on a representative swirl-based DPI geometry with 10 mg of 200
μm diameter carrier particles, one of which is coated with 5 μm
diameter API particles (see Figure 1). The effect of different force
contributions (i.e. Saffman and Magnus lift forces) and drag models on the
deaggregation and consequent aerodispersion of the medication was assessed by
analysing the detachment of the API from the carrier and the fragmentation of
fine particle agglomerates.
Figure 1. Bed of 200 μm diameter
carrier particles, one of which covered with 5 μm diameter API particles.
LIST OF
ABSTRACTS AND INDEX
Corné Coetzee
Department of
Mechanical & Mechatronic Engineering, University of Stellenbosch,
Stellenbosch, South Africa
The flow of
bulk granular materials is usually associated with large deformation, such as
the flow of grains from a silo. For this
reason, the Discrete Element Method (DEM) has become the method of choice to
model, analyse and design bulk handling systems. DEM models the material as
discrete particles and can easily cope with the very large bulk deformation. On
the other hand, continuum approaches, such as the Finite Element Method (FEM),
have difficulty in modelling large deformation when the element distortion is
too severe. The only remedy here, is to
make use of re-meshing techniques which introduces mapping errors and can be
time consuming and difficult to perform for complex 3D geometries.
However,
there is a family of so-called “meshless” continuum methods, where the mesh (in
FEM terms) is either absent or does not take part in the deformation. These methods can model large deformation and
overcome some of the limitations associated with classic FEM. One such method is the Material Point Method
where the material is discretised by a set of Lagrangian material points, and a
fixed Eulerian background mesh is used to solve the momentum equation. The material points are
allowed to move through the mesh, resulting in a combined Euler-Lagrange
approach.
In terms of
typical bulk handling, literature have demonstrated that MPM can be used to
model silo discharge and excavator bucket filling. However, these demonstrations were limited to
2D and non-cohesive materials. Also, since those publications, new developments
have rendered MPM more accurate and robust to model large deformation. In this study, a newly implemented 3D MPM
code is used to model typical bulk handling processes, such as silo discharge,
angle of repose (stock piling) and draw down.
The aim of this study is to investigate the option and limitations of
MPM in modelling bulk materials, both non-cohesive and cohesive. If successful, MPM can be considered as an
alternative to DEM, in modelling the identified applications.
LIST OF
ABSTRACTS AND INDEX
Thomas Weinhart1,2, Mohammed Reza Vesal2,
Raquel Weinhart-Mejia2,
Donna Fitzsimmons2, Anthony R Thornton1,2
1 Thermal and Fluid Engineering, ET, University of Twente, Enschede,
The Netherlands
2 MercuryLab, Enschede, The Netherlands
To develop
trustworthy models for granular materials, one has to
understand their behaviour on multiple scales: On the micro-scale, one needs
the properties of single particles (their size, shape, density) and the contact
behaviour of particle pairs (interparticle friction, cohesion, and
elastoplasticity). These properties in turn influence the granular behaviour on
the macro-scale.
We have
developed a multiscale model for granular materials, combining the Discrete
Particle Model (DPM, aka DEM) with an application-specific continuum model
(CM). Starting from simplified particle and contact models, DPM captures the
collective behaviour of a granular material by simulating the movement of the
individual grains. Bulk properties are then extracted from the DPM simulations
and coupled to the continuum model.
To
calibrate a DPM model, developers often use analytic relations between the
micro- and macro-parameters that are either phenomenological or derived from
contact mechanics. Alternatively, they use numerical studies, where hundreds of
simulations are run for different parameters to develop a mapping between the
micro and macro parameters. However, both approaches are not feasible for
complex industrial materials, where wide particle size distributions,
agglomeration, inclusion of liquids, sintering, drying, and other phenomena
require complicated contact models with many micro-parameters.
To deal
with these issues, we have developed an automated calibration technique: First,
we measure the basic material parameters (e.g., size distribution, material
density) and apply them directly to the discrete particle simulation. Next, we
select standard bulk experiments (heap test, rotating drum, shear cell)
appropriate for the process we want to model. We simulate these processes in
MercuryDPM [1] and measure the response of the simulated material. Then we
apply numerical optimisation to find the micro-scale parameters for which the
response of the experiments and simulations match. This optimization is done
using a probabilistic optimization technique as implemented in the open-source
code GrainLearning [2].
We have
preliminary data suggesting that this technique and methodology works, in fact
it has already been used in several projects, yielding good results. The
technique can find local optima in only two to three iterations, even for
complex contact models with many microscopic parameters. We present several
case studies, discuss the strengths and weaknesses of the technique, when and
why it fails and when it does succeed.
[1]
Weinhart, T., Orefice, L., Post, M., et al, Fast, flexible particle simulations
-- An introduction to MercuryDPM, Computer Physics Communications, 249, 107129
(2020)
[2]
Cheng, H., Shuku, T., Thoeni, K. et al. Probabilistic calibration of discrete
element simulations using the sequential quasi-Monte Carlo filter. Granular
Matter 20, 11 (2018)
LIST OF
ABSTRACTS AND INDEX
MSc. Mirkhagan
Mustafazade1, MSc. Mohsin Ajmal1, Prof. Dr. Andre
Katterfeld1
1Institute of Logistics and Material Handling Systems, OvGU
Magdeburg, Magdeburg, Germany
Discrete element method is a useful tool in
predicting bulk material behaviour which in real world scenarios is quite
difficult to analyse with in-situ or ex-situ experimental techniques. During
certain processes it is required to develop an in-depth understanding of
dynamic bulk material properties distribution, therefore more sophisticated
data analysis tools and techniques must be utilized. Here we report that a
combination of simulation techniques and big data analysis tools gives a more
detailed insight into bulk material behaviour. This combination will be applied
to have a deep understanding of the mixing and turning behaviour of a compost
pile. In the first place calibration of the compost is
done by comparing the Angle of repose (AoR) in experiment and simulation. The
friction parameters obtained will be used to simulate the pile formation of
compost during the turning process. The simulation generates large amounts of
data, which is comprehensive and contains valuable information which can be
obtained by using big data analysis tools and to produce intelligible
illustrations. Moreover, this data is used further to be displayed graphically
on various correlations, which in the end gives some statistical indicators on
which end user can derive data driven characteristics for bulk material.
Matrix analysis will be used to study the
mixing behaviour of the compost in more detail. In the matrix analysis bulk
material will be divided into small simulation boxes then compared with each
other on a discrete particle level to understand the mixing efficiency more
efficiently. A better understanding of the mixing efficiency gives a more
accurate description of the temperature distribution inside the compost pile
before and after the turning process which is a vital indicator of the quality
and efficiency of the composting process.
LIST OF
ABSTRACTS AND INDEX
Farheez Mohamed1 , Elias Daouk1 , Mikel Leturia1 , Elodie
Beaunac1,2 , Anne Charlotte Robisson2 , Carine Ablitzer2
, Khashayar Saleh1
1Université de Technologie de Compiègne, ESCOM, TIMR (Integrated
Transformations of Renewable Matter), Centre de recherche de Royallieu,
Compiègne, France
2CEA IRESNE/DEC/SA3E/LCU, Cadarache, France
Since its first appearance following the
pioneering work of Cundall and Strack1 in 1979, the Discrete Element Method
(DEM) has continued to gain in popularity for the simulation of granular media.
The development of high-performance calculation algorithms as well as the
increase in calculation capacities over the last decades have been the two
incontestable pillars of the anguish that we know today for this method.
However, the reliability of the results resulting from this method depends
largely on the relevance of the numerical parameters used (Young's modulus,
Poisson's ratio, coefficient of friction…) and a so-called calibration step is
a preliminary step common to any DEM simulation. Trial-and-error is currently
the most widely used calibration procedure, especially because of its
simplicity. However, this method has several drawbacks: the number of
simulations required for calibration is unknown and the adjustment of the
parameters depends on individual experience. The objective of this study is to
present an optimal calibration procedure comprising three major steps: Latin
Hypercube Sampling (LHS), Kriging and Efficient Global Optimization (EGO). This
procedure does not involve human interaction or excessive calibration time
since it only requires a few DEM simulations. The angle of repose and Hausner's
ratio were used for the calibration of spherical particles of 2 mm radius. The
Young's modulus, the Poisson's ratio, the coefficient of interparticle friction
and the coefficient of rolling friction of these particles were calibrated in
only seven hours thanks to this procedure.
Keywords: Discrete Element Method,
Simulation, Calibration, Optimization, Latin Hypercube Sampling, Kriging,
Efficient Global Optimization
LIST OF
ABSTRACTS AND INDEX
Aurélien Neveu1 , Benjamin Jenkins2 , Dominik Werner2 , Andrei
L. Nicusan2 , Christopher R.K. Windows-Yule2 , Geoffroy
Lumay3
1 Granutools SPRL, Awans, Belgium
2 School of Chemical Engineering, the University of Birmingham,
Birmingham, UK
3 GRASP laboratory, CESAM research center, University of Liege,
Liege, Belgium
DEM simulations are useful to predict the
behaviour of powders and granular materials inside industrial processes.
Conceptually, two methods can be used for the calibration of DEM simulation
parameters. The first method is a bottom-up approach based on the direct
measurement of the microscopic parameters at the scale of the contacts between
the grains. Even if this bottom-up method makes sense conceptually, it is often
practically impossible to use this approach based on complex measurement. The
distribution of grain size and shape in real powders leads to strong
fluctuations of the results. In addition, in many simulation models, the input
parameters are not rigorously linked with these physical parameters. We propose
an alternative top-bottom method based on a set of macroscopic measurements
that can be used practically without difficulties to calibrate the simulation.
The principle consists in measuring the powder properties in a laboratory and
afterward to simulate the same process to tune the simulation parameters
following an optimisation process. These measurements are performed in
well-known geometries (tubes or rotating drum) and can be easily simulated.
Finally, the best set of parameters will be used to simulate a complex
industrial process for example. As for any powder characterisation task, the
measurement geometry and the stress applied on the sample must be selected in accordance
with the application. For a process involving high speed powder flow with a low
confinement, the rotating drum methods (GranuDrum) will extract parameters that
make sense for the application. On the other side, the flow through an aperture
method (GranuFlow) provides a simple and quick classification of flowability.
In between, the optimised GranuHeap angle of repose measurement is a good
compromise. In this work, we demonstrate the potential applications of digital
twins of these widely used powder characterization devices.
LIST OF
ABSTRACTS AND INDEX
Guilherme P. De Oliveira, Rodrigo M. De Carvalho, Henrique A.
Peixoto, Luís Marcelo Tavares
Dept. of
Metallurgical and Materials Engineering, Universidade Federal do Rio de
Janeiro, Rio de Janeiro, Brazil.
Transfer chutes are essential components during
handling ores through conveyor belts. The flow of material through these
devices is influenced by several variables. While traditionally designed using
good practices based on experience, the increase in computational capacity has
allowed the application of the Discrete Element Method in its simulation, from
the modeling of the individual behavior of particles. Typically, the greatest
challenge is the selection of contact model and parameters so that the material
behavior can be described with high fidelity. The present work describes the
approach used in calibration of these contact parameters of a sample of iron
ore containing two moisture contents and two different contact surfaces. The
approach starts with bench-scale tests, followed by experiments in a
pilot-scale handling system, concluding with the verification in an
industrial-scale chute. It was concluded that some of the tests respond more
sensibly to certain material behaviors, so that their combined use demonstrated
to allow realistic description of the material flow, even when simulating
particles with simplified shapes and size distributions.
LIST OF
ABSTRACTS AND INDEX
Thomas Roessler, Andre Katterfeld
Chair of
Material Handling Systems, University of Magdeburg, Magdeburg, Germany
In the field of construction machinery and
bulk material handling equipment, the main cause of equipment failure and
downtime is the high level of wear caused by the handling of highly abrasive
mineral bulk solids and powders. Due to the complex geometry of the conveyor
systems and construction machinery and the interaction between the bulk
material and the plant, conventional analytical and experimental methods for
determining the type and location of wear images are of limited suitability.
The existing approaches of wear prediction based on the Discrete Element Method
(DEM) are mainly focused on the qualitative localization of wear phenomena and
the quantitative description of effective forces. Therefore, only limited
recommendations can be made where wear protection liners are necessary.
Furthermore, predictions of the service lifetime and maintenance intervals are
limited. This paper examines the possibility of a calibration of wear model
parameters in the Discrete Element Method for the quantitative determination of
abrasive sliding and impact wear. This includes a brief overview of the wear
mechanisms mainly involved and the current status of
research of wear measurement and prediction using Discrete Element Method
including different wear model approaches. Based on this, the possibility of
calibrating the discrete element method based on long-term experimental
investigations is presented for selected wear models. For the experimental
investigations, both impact wear tests and sliding wear tests are carried out,
whereby an application-oriented investigation is ensured by a nearby free
interaction between the liner samples and the bulk material. The experiments
are based on the bulk materials granite and porphyry and the wall liner
materials steel and alloy. The obtained macroscopic wear rates of the liner
samples will be used to calibrate the wear coefficient of the single particle
wall contact. The paper will also include the calibration of the bulk material
parameters. After the presentation of the wear calibration approach the quality
of this approach will be double checked by DEM validation simulations based on
semi-industrial sized experiments of transfer chutes and impact plates.
LIST OF
ABSTRACTS AND INDEX
Satyabrata
Patro, Nikhil Kumar Meena, Anurag Tripathi
Dept. of
Chemical Engineering, Indian Institute of Technology, Kanpur, India
The flow of granular materials is seen in
many solids processing industries as well as many geophysical situations. The
understanding of the rheology of these bulk solids can improve the handling and
processing on a large scale. Towards this goal, we perform large scale 3D
discrete element method (DEM) simulation of inelastic and frictional spheres
flowing on a chute with dimensions comparable to chutes used in some industrial
applications. The mass flow rate over the chute is controlled by adjusting the
orifice width of the storage hopper and the simulations are performed for
different chute inclination angles. Various flow properties of interest are
measured at different locations along the chute. The applicability of the
inertial number based rheology at low chute inclinations
(and hence inertial numbers) is typically assumed. However, most of the DEM
studies used in literature use periodic boundaries in the flow direction,
mimicking an infinite length of the chute. A detailed analysis of the flow
properties measured in case of the finite length chute are performed to explore
the applicability of the inertial number based μ-I rheology for flow over
chutes of different inclinations. We observe that the flow does not achieve
steady state for a large range of inclinations and deviations from the inertial
number based rheology are noticeable. The results
presented will be very useful for continuum simulations of industrial scale
granular flows in large chutes.
LIST OF
ABSTRACTS AND INDEX
Anurag Tripathi1 , Satyabrata Patro1 , Sumit Kumar2 , Anubhav
Majumdar1
1Dept. of Chemical Engineering, Indian Institute of Technology
Kanpur, Kanpur, India
2Dr. Reddy's Laboratory, Hyderabad, India
Surface flow of granular materials occurs
commonly in many industrial and geophysical situations. The flow behavior of
such granular flows is studied using DEM simulations and compared with the
predictions from a continuum model. In the DEM simulations, the particles are
modeled as slightly polydisperse, inelastic, frictional disks. An assembly of
disks flowing under the influence of gravity over a rough and bumpy surface is
studied for a variety of surface inclinations. Evolution of various flow
properties, such as the velocity profile, solids fraction, inertial number,
shear stress, pressure etc. with time are presented.
The results obtained from DEM simulations
are compared with the predictions of a continuum model utilizing the inertial number based rheology for dense granular flows. The
continuum model solves the momentum balance equation along with the rheological
model for time dependent flow using the pdepe solver in Matlab with appropriate
boundary conditions. The continuum model predictions for the conventional
inertial number based rheology fail to capture the
flow properties evolution with time in case of high inclinations. A modified rheological model, proposed recently [Patro
et.al., Phys. Fluids, 33, 113321 (2021)] to account for the presence of normal
stress difference, is able to describe the evolution of the flow properties
very well. These results show that accounting for the modified rheology in the
continuum simulations is essential for accurate prediction of time dependent
flow properties at high inclinations.
LIST OF
ABSTRACTS AND INDEX
Heat generation by
friction and deformation during an oblique impact
Francisco Kisuka1, Colin
Hare1,2, Chuan-Yu Wu1
1Dept. of Chemical and Process engineering, University of Surrey,
Guildford, United Kingdom
2 School of Chemical Engineering, Newcastle university, Newcastle
upon Tyne, United Kingdom
Particle
transportation has a fundamental role in industrial applications including
chemicals, pharmaceutical, agriculture and other manufacturing processes.
Within such systems, particle impact characteristics govern the overall energy
dissipation patterns particularly through plastic deformation, friction and/or
viscosity. Therefore,
as an effort to improving the design and efficiency of complex particulate
systems, a good amount of effort has been invested in understanding the energy
dissipation and conversion mechanisms at a particle level. Despite such effort,
the scientific literature still lacks robust physical and mathematical models
to bridge the impacting parameters (i.e., velocity and incidence angles) to the
thermal-mechanical energy conversion phenomenon.The
present work explores heat generation resulting from the plastic and friction
dissipation when a spherical particle collides with a rigid surface at an
oblique angle. This problem is implemented in finite element analysis model
where the heat generation at different impacting angles and velocities is
examined. Similarly, analytical solutions by Cross [1] and Carslaw & Jaeger
[2] are used to calculate the heat generation and the rise in contact
temperature respectively. The results, show that the
plastic heating has a major contribution to the total heat for lower impacting
angles while the frictional heating is important for the collisions at glancing
angles. It is also observed that the analytical models and finite element
analysis results are in good agreement (see Fig). The ability of the
theoretical models to accurately predict the energy losses (i.e., heating) and
rise in temperature implies that these models can be extended to other
numerical tools like DEM to study the heat generation problems in bulk granular
flows.
Keywords: Energy
dissipation, Frictional heating, Plastic heating, contact temperature.
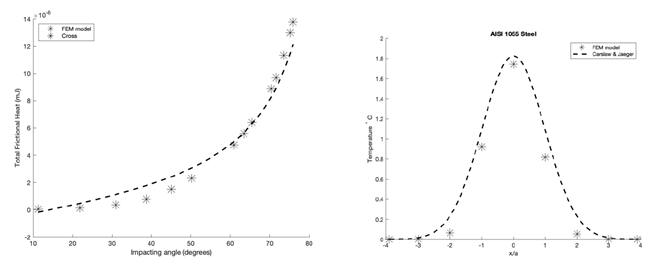
Fig. (left) heat generation due to impact
(right) contact temperature distribution
[1]. Cross, R., 2014. Oblique Bounce of a Rubber Ball. Experimental
Mechanics 54, 1523–1536
[2]. Carslaw, H.S., Jaeger, J.C., 1959.
Conduction of heat in solids Oxford: Clarendon Press, 1959
LIST OF
ABSTRACTS AND INDEX
Aman Rastogi1, Colin
Hare2, Vincenzino Vivacqua1
1JMTC, Johnson Matthey, UK
2School of Engineering, Newcastle University, UK
*E-mail: aman.rastogi@matthey.com

 Thermal processing is a necessary
step in many granular materials manufacturing processes and may be used to
affect a physical, chemical or phase transformation. The critical quality
attributes for such processes depend strongly on the duration, intensity and
uniformity of the heat received by the material. CFD-DEM method is now widely
used to model heat transfer in multiphase systems, however their applicability
to systems involving powders has been limited, due to rapid scaling of
computational time with the number of particles. The aim of this research is to provide a
reliable methodology for calibrating coarse-grained heat transfer models for powders.
Transient heat transfer experiments are performed on packed powder beds with
and without airflow, with three different materials. Unresolved CFD-DEM
simulations are performed using LIGGGHTS-OpenFOAM coupling. The conductive and
convective heat transfer to the powder bed, obtained through the simulations
are then compared to the experimental and analytical results. The effect of coarse graining factor, the gas
flow rate and the applied stress on the bed, on the heat transfer is also
investigated.
Thermal processing is a necessary
step in many granular materials manufacturing processes and may be used to
affect a physical, chemical or phase transformation. The critical quality
attributes for such processes depend strongly on the duration, intensity and
uniformity of the heat received by the material. CFD-DEM method is now widely
used to model heat transfer in multiphase systems, however their applicability
to systems involving powders has been limited, due to rapid scaling of
computational time with the number of particles. The aim of this research is to provide a
reliable methodology for calibrating coarse-grained heat transfer models for powders.
Transient heat transfer experiments are performed on packed powder beds with
and without airflow, with three different materials. Unresolved CFD-DEM
simulations are performed using LIGGGHTS-OpenFOAM coupling. The conductive and
convective heat transfer to the powder bed, obtained through the simulations
are then compared to the experimental and analytical results. The effect of coarse graining factor, the gas
flow rate and the applied stress on the bed, on the heat transfer is also
investigated.
Figure.
Experimental Results (a). Bed Temperature profile for MCC at 6 lpm gas flow
rate and 90 oC inlet temperature at different consolidation
stresses, (b) Bed Temperature profile for glass beads (1 mm diameter) at
gas inlet temperatures 90 oC and 70 oC at gas flow rate
of 6 lpm
|
|
LIST OF
ABSTRACTS AND INDEX
Domenica Braile1 , Colin Hare1,2 , Chuan-Yu Wu1
1Dept. of Chemical and Process Engineering, University of Surrey,
Guildford, United Kingdom
2School of Chemical Engineering, Newcastle University, Newcastle upon
Tyne, United Kingdom
The increase in volume of grains due to
water absorption is common in many natural materials and industrial products.
Hence, a thorough understanding of grain swelling is of great scientific
importance. As the swelling phenomenon usually involves a large quantity of
grains, a DEM model that can model the swelling of single grains and the
deformation of the granular system is worth pursuing. In
order to do this, rigorous numerical models for describing particle
swelling are essential. In this work, a first order kinetic model is proposed
and evaluated to predict the volume change of single particles. The model is
then implemented into the DEM code LIGGGHTS and validated at the macroscale by
comparing the time evolution of the expansion of a packed bed made of SAP
particles obtained numerically and experimentally (Figure 1a). Furthermore, the
validated DEM model was employed to simulate the swelling of three different
materials, i.e. SAP, rice and microcrystalline cellulose (Avicel PH102). The
swelling kinetics and capacity of a single grain of each material were obtained
from published data and used to simulate the granular beds' expansion until the
saturation state was reached. As expected, the swelling behaviour depends
significantly on material properties; the fastest to reach its maximum
expansion is the granular bed made of PH102, followed by SAP and rice (Figure
1b). However, as shown in the insertion in Figure 1b, the final bed expansion
is greatest for SAP, followed by Avicel PH102 and rice. The developed model
could be further advanced to study consequences of swelling phenomena in
granular materials, such as segregation and heat generation.
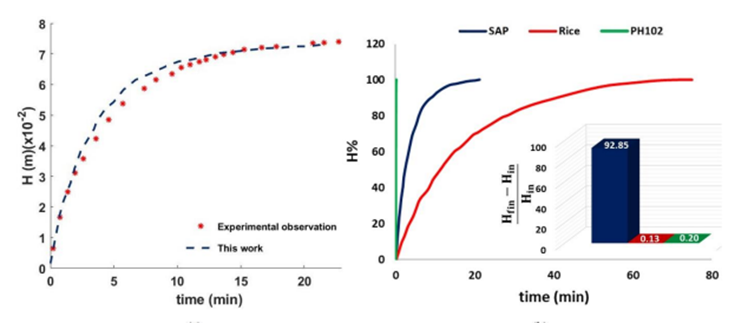
Figure 1(a) Comparison of the height (H) of
the bed of SAP particles obtained numerically and experimentally, and (b) time
evolution of the height (H%) of the granular beds made of SAP, rice and PH102.
The insertion shows the swelling capacity of the granular beds.
LIST OF
ABSTRACTS AND INDEX
Ranjan Dhakal1,
Philip Cardiff2, Stefan Radl1
1 Institute for Process and Particle Engineering, Graz University of
Technology, Inffeldgasse 13/3, 8010 Graz, Austria
2 School of Mechanical and Materials Engineering, University College
Dublin, Belfield, D4, Dublin, Ireland
Analysis of
powder compaction plays an important role in many applications, for example to
guarantee the quality of metallurgical powders, pharmaceutical tablets
production etc. Specifically, in many powder compaction process, temperature
rise in the compressed powder can cause thermal degradation, which is critical
to crystallinity and can affect, the physiochemical properties of the product.
The reason for such rise in temperature is a consequence of stress and contact
heterogeneities. Moreover, most of the modeling techniques utilizing finite
element approaches treat the powder domain as a
continuum with a uniform porosity. However, this simplified model limits the
process understanding that can be gained. Therefore, it is of practical
significance to understand the inhomogeneous distributions of density and
residual stresses that occurs in the powder compaction process as a result of
elasticity, plasticity, internal friction of porous medium and frictional
effects at confining walls.
In order to
investigate such processes, a detailed modeling of particle-scaled deformation
due to contact has been investigated. This is based on a penalty method ([1],
[2],) which has been implemented in the finite volume open-source software
environment ‘foam-extend-4.0'. As a step of verification, a contact stress
distribution for 2 particles deforming within elastic limit was investigated
and shows excellent agreement with an analytical solution. For the thermal
contact boundary condition, a homogenized constitutive relation for a thermal
contact resistance [3] has been utilized. This boundary condition was applied
to study heat conduction in a thermo-elastic material during contact,
specifically two particles with different temperatures. Also, the software tool
was extended to
ensure it is able to model multi-particle systems. Specifically, the computer
code is now able to track multiple contact pairs, as a
single interaction assuming anything can hit anything.
Acknowledgments. This project has received funding from the
European Union's Horizon 2020 research and innovation programme under the Marie
Skłodowska-Curie grant agreement No 812638.
References
[1] Philip
Cardiff. Development of the finite volume method for hip joint stress analysis.
PhD thesis, University College Dublin. School of Mechanical & Materials
Engineering., 2012.
[2] JO Hallquist,
GL Goudreau, and DJ Benson. Sliding interfaces with contact-impact in
large-scale lagrangian computations. Computer methods in applied mechanics and
engineering, 51(1-3):107–137, 1985.
[3] Peter
Wriggers and Tod A Laursen. Computational contact mechanics, volume 2.
Springer, 2006.
LIST OF
ABSTRACTS AND INDEX
Jelena Mačak1,2, Christoph
Goniva1, Stefan Radl2
1 DCS Computing GmbH, Linz, Austria
2 Institute of Process and Particle Engineering, Graz University of
Technology, Graz, Austria
We present
a numerical tool, based on coupled computational fluid dynamics and discrete
element method (CFD-DEM), intended for high-temperature particle-fluid
processes. Special attention is given to modeling of a compressible fluid and
radiative heat transfer.
Neglecting
compressibility of the fluid can lead to inaccurate conclusions. Using
analytical and numerical tools, we demonstrate that systems with 25% change in
fluid temperature along the streamline also necessarily feature a large change
in fluid density. Isothermal systems, such as long pneumatic conveyors and
low-pressure fluidized beds, can also exhibit large density gradients induced
by gas-particle drag. Compressibility of such a system can be assessed using a
simple relation of the Mach number.
At
temperatures above 400°C, radiation becomes a significant mode of heat
transfer. DEM-based radiation models are, due to complexity, often limited to
systems with a small number of particles. To mitigate this limitation, we use
the P1 radiation model. This model is well-suited for industrial-scale
applications such as laser melting, solar particle receivers, and pebble bed
reactors, since it can handle polydispersity and coarse graining with particles
enlarged up to million times.
The CFD-DEM
code is verified and validated using analytical and experimental data.
LIST OF
ABSTRACTS AND INDEX
Marina S Bortolotto1, David M G Taborda1, Catherine
O'Sullivan1
1Department of Civil and Environmental Engineering, Imperial College
London, London, UK
Variations in
temperature are a common issue for most engineers since such variations can be
caused by both natural phenomena (changes in the weather) and human-made
structures (e.g. nuclear waste repositories, buried pipelines and cables).
Within a soil mass, these changes in temperature can potentially alter the
arrangement of soil particles. This particle rearrangement might be difficult
to desmonstrate unless indirect measurements that rely on the material's bulk
response are used. Hydraulic conductivity is an appropriate alternative to
investigate and characterise such rearrangement. However, its measurement has
been shown to be challenging, even for isothermal tests due to the system's intrinsic
head losses. These errors become increasingly significant when performing tests
under non-isothermal conditions. This research describes the procedure adopted
to identify and quantify errors associated with
hydraulic conductivity tests performed in a bespoke temperature-controlled
triaxial apparatus at different temperatures. Methodologies to mitigate such
errors are also briefly described.
When testing granular materials in a
triaxial cell, minimising and accounting for the system's intrinsic head losses
are essential to obtain reliable results at different temperatures. This
requires a thorough calibration procedure. Moreover, temperature changes affect
the viscosity of the fluid, which has an impact not only on the hydraulic
conductivity of the tested specimen, but also on the overal response of the
system – which can be corrrected with calibration. Changes in water viscosity
can be corrected by working in terms of intrinsic permeability. However, the
sharp variation of this property with temperature can become a potential source
of uncertainty if a reliable measurement of temperature is not available. To
overcome this difficulty, an aditional temperature probe has been instaled
inside the sample and drops in temperature have been observed due to the
circulation of water imposed while performing hydraulic conductivity tests.
Moreover, plastic deformation of the nylon drainage lines during thermal
loading has also been identified as a possible source of error. Therefore,
brass drainage lines have been installed to mitigate non-recoverable
deformations with temperature.
Lastly, radiation and heat reaching
instrumentation motivated investigations using an infrared camera. Images
obtained from the camera have been crucial to understand the thermal performance
of the equipment, with images revealing superficial temperatures of drainage
lines close to the volume gauge as high as ~33℃ during tests at
60℃. Calibrating the volume gauge at different temperatures is
technically difficult, so a heat exchanger was added to cool down the drainage
line from ~33℃ to 22℃. Moreover, radiation reaching the
instrumentation was observed while using a single layer of insulation
(polyethylene closed cell foam) around the cell. Readings from pore water
pressure transducers seem to be affected once their surface temperatures reach
4-5 ℃ higher than room temperature, prompting the use of additional
insulation.
LIST OF
ABSTRACTS AND INDEX
Tokio Morimoto1, Catherine O'Sullivan1,
David M. G. Taborda1
1Dept. of Civil and Environmental Engineering, Imperial College
London, London, UK
Estimating the effective thermal conductivity
(ETC) of granular materials is of great importance for the effective operation
of various engineering and industrial facilities (e.g. thermo-active piles,
pebble-bed reactors, and packed-bed energy storages). The ETC of granular
materials is affected by various packing characteristics of the granular
materials such as the stress state, density, and anisotropy. Nonetheless, it is
experimentally challenging to measure the ETC of granular materials with
controlling the packing characteristics precisely. An indirect method to
predict the ETC of granular materials would be beneficial.
This contribution combines analytical and
Discrete Element Method (DEM) studies to provide the fundamental basis for a
novel indirect ETC measurement only based on the density and elastic modulus of
the granular materials. Both the analytical model and DEM model considered here
use a thermal network model (TNM), where each particle is represented as a node
and thermal pipes link pairs of nodes (particles) which are close to each other.
The thermal conductance of heat pipes in the TNM is formulated using the model
proposed Batchelor and O'Brien (1977) [1], which considers the conduction
through pore fluid as well as the conduction through the contact area of the
particles.
In the analytical study, the elastic
modulus of the granular medium is determined using the packing density, the
average contact radius and the average coordination number employing a uniform
strain assumption. We show that the ETC of a granular medium can be formulated
using the packing density, the average contact radius and the average
coordination number employing a uniform temperature gradient assumption. Taking
advantage of the similarity of elastic modulus and ETC formulations, we predict
that the ETC of a granular medium can be estimated using the Young's modulus
and the packing density of the medium.
The prediction in the analytical study was
examined using a DEM coupled with a TNM. Virtual granular samples with a
variety of packing densities, stress states, and levels of anisotropy were
created. Small strain probes and heat transfer simulations were conducted to
obtain the elastic moduli of samples and the ETCs of the samples. The data
generated support the prediction made in the analytical study. (For full
details, refer to [2])
References
[1] Batchelor, G. K., & O'Brien, R. W.
(1977). Proceedings of the Royal Society of London. A. Mathematical and
Physical Sciences, 355(1682), 313-333.
[2] Morimoto, T., O'Sullivan, C., Taborda,
D. M. G. (2022). Journal of Engineering Mechanics, 148(2), 04021139.
Keywords:
effective thermal conductivity, stiffness, modulus
LIST OF
ABSTRACTS AND INDEX
Sina
Zinatlou Ajabshir *, Diego Barletta, Daniele Sofia, Massimo Poletto
Dipartimento di
Ingegneria Industriale, Università degli Studi di Salerno, Fisciano SA, Italy *sizinatlouajabshir@unisa.it
One of the
Laser-based Additive Manufacturing (AM) is selective laser sintering (SLS). SLS allows manufacturing 3D products by adding powders layer by
layer. In SLS, the powder feeding and spreading on the powder bed is an
important step because, every layer plays a crucial role in the final product
structure and properties. As a result, uniform powder layers are needed per
each run. In other words, the proper spreadability of powders is necessary to
make layers of good quality. Several parameters, as the particle size, the
particle shape, the forces between the particles, the humidity, and the
temperature, affect the powder spreadability. Temperature is an important
process parameter because increasing the material temperature during sintering
improves the quality of the sintered material by reducing the onset of residual
stresses and the consequent formation of cracks. Temperature is also used to
improve the final artifact density due to the improved wetting of the fused
phase with the neighboring particles. Furthermore, the use of higher
temperatures in the sintering chamber reduces the laser energy demand for
sintering. On the other hand, powder pre-heating at high temperatures close to
the melting point scan reduce the powder flowability and negatively affect the
powder spreadability. In this work, the effect of temperature on the
spreadability of polymeric powders was studied by the spreading apparatus
developed at the Powder Technology laboratory of the University of Salerno. In
particular, by means of a heating and temperature control system, this
apparatus allows simulating the spreading step occurring in commercial machines
at any fixed temperature. Furthermore, a method was proposed to evaluate powder
layer quality from pictures taken after completing the spreading step at
desired temperature in the presence of surface grazing light. The procedure is
based on Wavelet Transform. This procedure allows identification of the
characteristic size of surface roughness for comparison with the agglomerate size
obtained by means of shear testing results' analysis.
LIST OF
ABSTRACTS AND INDEX
Balaji Soundararajan1, Daniele Sofia1,2, Diego Barletta1,
Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno, Salerno, Italy
2Sense square Srl, Salerno, Italy
Selective
Laser Sintering (SLS) is one of the most common types of layer-wise Additive
Manufacturing (AM) process using granular materials which has the potential to
revolutionize the manufacturing industry. One of the major sources of defects
is the delamination of layers in the final specimen which is due to lack of
fusion between layers. The temperature distribution along the depth of the
powder bed, which is affected by the thermal conductivity of the powder bed is
vital in calculating the optimum layer thickness. In this study, a stationary
laser sintering experimental set-up equipped with two infrared cameras is built
to measure the temperature distribution along the depth and the top surface. A
thin layer of polymeric powder is spread on infrared-transparent Zinc Selenide
(ZnSe) glass so one of the thermal camera can see the
heat transfer along the depth from the bottom. The powders used in this study
are carbon black treated polyamide 12 and polyamide 6.
The
study also involves calibration of thermal cameras and calculation of powder
surface emissivity at various temperatures. Using both the thermal cameras, the
effective thermal conductivity of the powder bed is also calculated. The
experiment is repeated for various layer thicknesses ranging from 200 microns
to 1mm. A three-dimensional finite element model considering the powder bed
conduction, convection, radiation and phase change of various layers is built
and validated against the experiments. The thermophysical material properties
are calculated experimentally, which in turn enhances the model. On the basis of the results from this study, it is possible
to identify the optimum layer thickness needed for a good quality specimen.
Keywords : Laser Sintering, heat transfer,
infrared thermography, finite element methods, layer thickness.
LIST OF
ABSTRACTS AND INDEX
Rafael
Rangel1 ,
Alessandro Franci1 , Alejandro Cornejo1 , Francisco
Zárate1 , Eugenio Oñate1
1 International Center for Numerical Methods in Engineering (CIMNE),
Universitat Politècnica de Catalunya (UPC), Barcelona, Spain
In this work, the Discrete Element Method
(DEM) is used to explore different aspects of heat transfer in granular
materials. In order to do this, a computational tool was developed to consider
thermal effects in the classical soft-sphere approach of DEM[1]
. This tool is able to simulate different mechanisms
of heat transfer, through conduction, convection, and radiation, in addition to
heat generated by friction. Although not coupled to a Computational Fluid
Dynamics (CFD) solver, a 1-way thermal coupling between the particles and the
surrounding fluid is possible. For each type of heat transfer mechanism,
several numerical models were implemented to account for the respective effect.
All these implementations were carried out within the open-source framework
Kratos Multiphysics[2][3] . The focus of this study is
on dense particulate systems with static or dynamic behavior, such as packed
beds and granular flows. For the former, Representative Volume Elements (RVEs)
are employed for simulating the static behavior. For the latter, a model of a
rotating drum is taken as reference for performing the investigations. The
results provided by all the numerical models are compared, at
the same time that the contribution of each mechanism to the total rate
of heat transfer is analyzed. Conclusions and discussions based on the obtained
results will be drawn in order to achieve a better
understanding on the thermal behavior of granular materials.
References
1. P.A. Cundall and O.L. Strack. A discrete
numerical model for granular assemblies. Geotechnique. (29) 47–65, 1979.
2. P. Davvand, R. Rossi and E. Oñate. An
object-oriented environment for developing finite element codes for
multi-disciplinary applications. Archives of Computational Methods in
Engineering. (17) 253–297, 2010.
3. P. Davvand, R. Rossi, M. Gil, X.
Martorell, J. Cotela, E. Juanpere, S. Idelsohn and E. Oñate. Migration of a
generic multi-physics framework to HPC environments. Computers and Fluids. (80)
301–30, 2013.
LIST OF
ABSTRACTS AND INDEX
Aatreya Manjulagiri
Venkatesh1 , Didier Bouvard1
, Pierre Lhuissier1 , Julie Villanova2
1Univ. Grenoble Alpes, CNRS, Grenoble INP, SIMAP, 38000 Grenoble,
France
2ESRF - The European Synchrotron, 71 Avenue des Martyrs, 38000
Grenoble, France
Investigating sintering phenomena is
challenging as it involves the collective behaviour of particles, whose
accurate observation requires 3D imaging. For ceramics, owing to the complex
and fine architecture of the individual grains, a significantly higher
resolution is necessary. To this end, ultra-high-resolution capabilities at the
nano-tomography beamline of the upgraded ESRF synchrotron facility have been
taken advantage of to investigate ceramic powder sintering at the individual
particle length-scale. A micron-sized alumina powder with fairly
regular and non-agglomerated individual particles were chosen for the
initial set of investigation. Nano-tomography experiments at the synchrotron
employed a phase contrast X-ray holotomography technique which facilitated the
inclusion of large volumes of interests and investigate subsequent stages of
sintering. Complete 3D images were acquired with an interruptive in-situ
mechanism at 1500°C with a voxel size as low as 25nm to depict particles and
pores with enough details. Detailed morphological features were revealed due to
the high resolution and the large field of view stemming from the multiple
distance phase retrieval. Data resulting from subsequent quantitative image
analyses were used to explore both densification and grain growth phenomena of
sintering throughout the cycle.
Furthermore, extending the scope of the
work to increasingly used set of agglomerated ceramic powders, zinc oxide
particles with a size of few hundreds of nanometers were subjected to the
tomography analyses. The inter-agglomerate pores present in the powder owing to
its nano-size hinder complete densification during sintering of the compact,
thus forming defects in the final material. Nano-tomography analyses were
utilized to focus on better understanding the changes of these pores during the course of sintering. Further quantitative
analyses of the images acquired provided the kinetics of the size and shape
changes of inter-agglomerate pores and a means to track the resulting flaws
induced in the compact.
The information obtained from the
tomography experiments were subjected to classical sintering theories and
models for further validation. The experimental results were also subjected to
a DEM simulation to further compare key sintering parameters.
LIST OF
ABSTRACTS AND INDEX
Brayan Paredes-Goyes1 , David Jauffres1 , Christophe L. Martin1
1Univ. Grenoble Alpes, CNRS, Grenoble INP, SIMaP, Grenoble, France
Sintering is a well-known process for the
consolidation of powders. Parallel to densification, grain growth appears
during sintering, as it also decreases the interfacial energy. The discrete
element method has been used for simulating densification during sintering.
Here, we propose a realistic grain growth model coupled with the densification
process. The model includes grain growth mechanisms valid for a widely variety
of ceramics and metals: surface diffusion and grain-boundary migration. The
model is in good agreement with alumina experimental data both for the mean
grain size and for the grain size deviation. Using realistic initial size
distributions, we verify wider distributions result in earlier grain growth.
The influence of the heating rate ramp on the grain growth kinetics is
analyzed.
In the above simulations, the particles are
spherical in shape, which is a valid approximation for some sintering powders
and sintering stages. As the driving force for shrinkage and grain growth is
the curvature gradient, an accurate representation of the shape will add
valuable information to the analysis. We choose the level set discrete element
method (LS-DEM), that uses the classical dynamic description of DEM and the
level set for representing any arbitrary shape. We implemented a contact
detection algorithm based on an optimization scheme in order
to decrease the computational cost of the original LS-DEM. The developed
sintering LS-DEM model allows computing sintering and grain growth kinetics for
different realistic powders and conditions.
LIST OF
ABSTRACTS AND INDEX
Mozhdeh Mehrabi1, Ali Hassanpour1, Andrew Bayly1
1Dept. of Chemical and Process Engineering, University of Leeds,
Leeds, UK
A reliable
quantification of bulk flow behaviour of particles is of paramount importance
in powder processing. A good example is the use of appropriate metal powders
and consistency of particles flow in high value additive manufacturing process
which leads to significant effects on the quality of the final products.
Identification of the most reliable method to characterise powder flowability
in correlation to the conditions of powder spreading is still challenging. For
instance, the low consolidation state of the powders within the process
requires a characterisation technique which is capable of measurement for such
conditions. The ball indentation method could be the trustworthy method for
measuring flow behaviour of loosely compacted powders however, despite a number of reported papers, there is a lack of
understanding of the powder packing behaviour during the indentation process.
In this research the time lapse X-ray microtomography has been used to
characterise the ball indentation of two different types of Ti6Al4V powders
used in AM, namely the spherical gas atomized (GA) and irregular
hydride-dehydride (HDH) particles. The packing behaviour of powders during the
process of filling (loose), consolidation (compacted) and ball indentation
(indented) have been studied. The results reveal there are differences in the
packing behaviour of the two powders during the consolidation stage.
The study
has led to deeper understanding of ball indentation method and therefore could
be useful in further developing the technique.
LIST OF
ABSTRACTS AND INDEX
Giuseppe Bonifazi1,2*,
Riccardo Gasbarrone1, Silvia Serranti1,2
1Department of Chemical Engineering, Materials & Environment,
Sapienza University of Rome, Rome, Italy.
2Research Center for Biophotonics, Sapienza University of Rome,
Latina, Italy.
Near
InfraRed Spectroscopy (NIRS) is a powerful tool for research and industrial
applications. This technique, suitable for both qualitative and quantitative
analysis, is arising in agri-food applications, because of its property of
being non-invasive, not destructive and fast.
In this
study, the possibilities of NIRS utilization for wheat flour quality evaluation
are explored. In more detail, the utilization of a portable spectroradiometer
working in Visible – Short Wave InfraRed (Vis-SWIR: 350 – 2500 nm) spectral
range, coupled with chemometric techniques are investigated. NIR-based
techniques offer the possibility not only to rapidly classify wheat grain on the basis of its variety or geographical origin (given a
strong calibration set) but also to quantitatively predict quality parameters.
The potential of this method for predicting protein content, starch content,
wheat gluten content, ash content, water absorption and wheat flour strength
(W) is discussed. Present findings show the reliability of using NIRS as a
quality control tool not only at laboratory scale (i.e. by acquiring
reflectance spectra on wheat flour arranged in Petri dish), but even in on-line
industrial application and shelf storage control evaluation (i.e. by acquiring
reflectance spectra on wheat flour sack).
LIST OF
ABSTRACTS AND INDEX
Lisa Windisch1, Stefan Linke2, Arno Kwade3, Enrico Stoll4,
Carsten Schilde5
1,3,5Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
2,4Chair of Space Technology, TU Berlin, Berlin, Germany
Growing
international interest in scientific and commercial lunar exploration programs
requires cost-effective, logistical solutions for raw and construction
materials to enable medium- and long-term stays on the Moon. Lunar regolith
covers the entire lunar surface, and is a fine, cohesive powder and the most
abundant resource; its engineering usage through In-Situ Resource Utilization
(ISRU) would greatly advance infrastructure construction to full habitats on
the Moon. Before doing so, however, it is essential to develop and test the
technologies (e.g., rovers or scientific equipment) needed for such endeavors
on Earth. In order to be able to design such equipment
accurately, analogous terrestrial materials (simulants) have to be developed
and used, which come as close as possible to the properties of real lunar
regolith.
 In this context, the main objective
of this study is the development and characterization of three lunar regolith
simulants at the Institute for Particle Technology: the basaltic TUBS-M, the
anorthositic TUBS-T (see Fig. 1) as well as the blended form TUBS-I.
In this context, the main objective
of this study is the development and characterization of three lunar regolith
simulants at the Institute for Particle Technology: the basaltic TUBS-M, the
anorthositic TUBS-T (see Fig. 1) as well as the blended form TUBS-I.
The
simulants will be adapted to the properties of real lunar regolith.
 Mission risks can be drastically
reduced by the systematic adaptation to the lunar terrains relevant for each
specific mission. In the course of this, it is of high
importance to thoroughly characterize and understand the properties of the
lunar regolith simulants. Therefore, the simulants are analyzed with established
and novel characterization methods from the field of particle and bulk solids
engineering (e.g. flow and densification behavior; see Fig. 2) and compared
with real lunar regolith and other reference materials.
Mission risks can be drastically
reduced by the systematic adaptation to the lunar terrains relevant for each
specific mission. In the course of this, it is of high
importance to thoroughly characterize and understand the properties of the
lunar regolith simulants. Therefore, the simulants are analyzed with established
and novel characterization methods from the field of particle and bulk solids
engineering (e.g. flow and densification behavior; see Fig. 2) and compared
with real lunar regolith and other reference materials.
It will be shown that promising regolith
simulants can be obtained from terrestrial soils. In addition, the presentation
will highlight the often-underestimated significance of bulk materials
engineering in extraterrestrial applications, such as scientific spaceflight.
LIST OF
ABSTRACTS AND INDEX
Haim Kalman
Aaron Fish Chair
in Mechanical Engineering – Fracture Mechanics, The Laboratory for Conveying
and Handling of Particulate Solids, Department of Mechanical Engineering,
Ben-Gurion University of the Negev, Beer Sheva 84105, Israel.
The
angle of repose, angle of tilting, and Hausner ratio are frequently
used to estimate the flowability of a particulate material. In this study,
these factors were determined for the effects of particle
shapoe, moisture content and size distributions. In order to that many materials, some having a number of
size fractions were tested. In respect to the effect of the moisture content,
the flowability results clearly showed three types of materials according to their response to moisture content:
solid particles, porous particles, and size-changing particles. A thorough analysis of various sizes of spherical solid particles
enabled the identification of five
zones from dry to fully immersed in water, and a zone map could be obtained. In
addition, a
model predicting flowability as a function of moisture content and Archimedes number could then be developed. The testing of
various mixtures, either bi-modal or having a wide size distribution revealed
very interesting behaviours. In any case, it was shown the the measured value
of a mixture normalized by the mono-sized value of the median size of the
mixture is a clear function of the distribution parameter. The same behaviour
was found for spherical and non-spherical particles in all cases, but the
tapped bulk density. More than 50 materials having different shapes (spheres,
cylinders, flakes, irregular, etc.) were tested to found
the effect of the sphericity. As a result of all the
above, reliable and general correlations could be developed.
LIST OF
ABSTRACTS AND INDEX
Hamed J. Sarnavi1,
Marcelo Precoppe1, Hamid Salehi2,3, Michael S.A. Bradley3,
Pablo García-Triñanes2
1 Natural Resources Institute, University of Greenwich, Chatham
Maritime, UK
2 Materials and Chemical Engineering Group, University of Greenwich,
Chatham Maritime, UK
3 Wolfson Centre for Bulk Solids Handling Technology, University of
Greenwich, Chatham Maritime, UK
*
Corresponding author email: h.j.sarnavi@gre.ac.uk
The effect
of drying to promote the flowability of wet cohesive cassava (Manihot
esculenta Crantz) grits has been studied in view of observation that the
grits become easier to handle as they dry. Samples were prepared in two
different ways using a grater and a food blender. Low strain measurements were
conducted using a shear tester. Shear to failure data, obtained under four
levels of consolidation (0.418 kPa to 4.892 kPa), was analysed to construct the
nonlinear yield envelopes. The Warren-Spring model remarkably enhanced the
quality of yield loci construction in comparison to the Mohr-Coulomb model for
the studied samples. The failure envelops shrunk as the drying process
progressed and the observed shrinkages were translated into quantitative flow
property indexes. Furthermore, the bulk density was expressed as a function of
moisture content and the applied consolidation stress, reflecting their
combinational effect. The dependency of cohesion, tensile strength, and the
internal friction angles on moisture content was explained over their variation
with the consolidation history and the bulk density, according to the measured
physical properties of the prepared samples. The morphology of the granules and
their clusters which constitute the agglomerates was captured using scanning
electron microscopy. Further information was collected using mechanical sieving
and particle laser diffraction analysis. Based on the flow function
classification, it was concluded that the very cohesive wet sample at 46 % wet
basis (1/ffc equals 0.71 for blended and 0.66 for grated) evolved to a cohesive
partially dried sample at 31 % wet basis (1/ffc equals 0.40 for blended and
0.38 for grated), and eventually approached to free-flowing state at the end of
the drying process, reaching 14 % wet basis (1/ffc equals 0.08 for blended and
0.11 for grated). The findings of this research lay the foundation of the
necessary understanding of the bulk flow properties of pulverised cassava grits
for designing handling and processing facilities at processing centres.
Keywords:
Drying,
flow properties, Warren-Spring, tensile strength, cohesion, internal friction
LIST OF
ABSTRACTS AND INDEX
Jairo Paternina,
David Craig, Mason Parker
Jenike & Joahnson, Inc. (Tyngsboro, Massachusetts,
USA)
Caking results when particles agglomerate
and form solid lumps or masses. Caking is undesirable and can lead to several
problems, including customer complaints and rejected product. The most common
cause of caking is the presence of sufficiently high moisture, which can result
in interparticle liquid bridges that subsequently solidify under dry
conditions. In many industrial applications, caking occurs over a period of time. Laboratory tests can be conducted to
identify conditions that can cause and/or prevent caking. However, duplicating
the time for caking in the lab can be impractical, especially if many
iterations are necessary. Therefore, it is desirable to find methods to
accelerate these tests. Most stored or shipped bulk material units (FIBC's,
25kg bags, etc.) experience a range of temperature fluctuations. In order to conduct accelerated caking tests, a thorough
understanding of the changes inside the unit packages is critical. This paper
will highlight an approach to investigate the conditions materials can
experience while in prolonged storage or shipment, and
will characterize the effects of those conditions on caking. Real examples of
the application and usefulness of this approach, including experimental
results, will be presented.
LIST OF
ABSTRACTS AND INDEX
Vivek Garg, Tong Deng, Richard Farnish, Mike Bradley
The Wolfson
Centre for Bulk Solids Handling Technology, School of Engineering, Faculty of
Engineering & Science, University of Greenwich, Central Avenue, Chatham,
Kent, ME4 4TB, UK
The tensile strength of a cohesive powder is
defined as the minimum pull-off stress required to separate a powder bed,
normal to the plane of failure, when stresses in the orthogonal directions are
zero. It varies with the compaction
level preceding failure. In principle, tensile strength should be one of the
most sensitive means for comparing the flow behaviour of cohesive powders.
However, direct measurement of the tensile strength of a powder is challenging
to adequately accomplish. A new technique has been developed to measure the
tensile strength of cohesive powders. Approaches for determining the value of
tensile strength include extrapolation of the yield locus obtained from an
annular shear tester, measuring the pull-off forces from a Wolfson Tester and
measurements using Sevilla Powder Tester.
An investigation has been undertaken using
eight different powders possessing disparate particle properties. The tensile
strength measured was correlated with the particle adhesion forces measured
using the Mechanical Surface Energy Tester. The comparison revealed that the
tensile strength values indicated from the Powder Flow Tester measurements were
an overestimation as compared to the direct measurements using the Wolfson
Annular Sear Cell Tester and novel tensile strength tester. It is concluded
that there is a strong correlation between the measured tensile strength and
the adhesion forces measured using Mechanical Surface Energy Tester (whichalso
shows a good agreement with conventional models based on the use of the Warren
Spring tester).
LIST OF
ABSTRACTS AND INDEX
Koichiro Ogata1, Daigo Ariga2, Shunta Tsukuma2,
Yuuma Hirose2
1Dept. of Mechanical Engineering, National Institute of Technology,
Oita College, Oita, Japan
2 Dept. of Mechanical and
Environmental System Engineering, National Institute of Technology, Oita
College, Oita, Japan
Particulate materials are used in various industrial processes because they
have the advantage of superior reactivity, having a large specific surface
area. However, fine powder handling is complicated due to the influence of
cohesiveness. Therefore, evaluating flowability and cohesiveness is essential
to the better operation of powder handling processes.
This
study has experimentally investigated the powder's flowability and cohesiveness
by using a test of the powder discharge from an orifice by air pressure. The
material used was the silica particles of 5 mm and 16 mm, which are called SI-5 and SI-16 in this
study. The powder discharge was induced by the air pressure supplied from the
top and the bottom of the powder bed. Flowability was evaluated from the mass
flow rate and the square root of the average air pressure during the powder
discharge. Cohesiveness was also characterized by the Bond number, which is the
ratio of separation force to gravity. In addition, the powder discharge test
results were compared with a powder tester and a powder rheometer.
It was
found that higher pressure was required to discharge the silica with smaller
particle size and lower initial void fraction. The trend of mass flow rate of
the powder against the square root of the average air pressure was the same
when the initial void fraction became small. Therefore,
it was concluded with the results of a test of the powder discharge by air
pressure that the flowability of SI-5 was lower than SI-16. It was confirmed that the Bond
number of the small particle size was higher than that of the large particle.
Also, the Bond number was increased by decreasing the initial void fraction.
The obtained result indicated that the cohesiveness of SI-5 was higher than SI-16. These results revealed that the
particle of small particle size and low initial void fraction exhibited lower
flowability.
The
correlation between our test result and the existing evaluation tests, such as
the Powder Tester and the FT4 was also confirmed. The same evaluation result of
cohesiveness and flowability was obtained from all the tests. This
means the powder discharge test using air pressure can evaluate flowability and
cohesiveness.
Acknowledgement: A part of this study was supported by the Hosokawa Powder
Technology Foundation. The author would like to say thanks for the foundation.
LIST OF
ABSTRACTS AND INDEX
Azza Aly-Mahmoud1,2 , Colin Hare1,3 , Chuan-Yu Wu 1 , Ali
Hassanpour4
1 Chemical and Process Engineering, University of Surrey, Guildford,
UK
2 Physics department, Alexandria University, Alexandria, Egypt
3 School of Engineering, Newcastle University, Newcastle upon Tyne,
UK
4 School of Chemical and Process Engineering, University of Leeds,
Leeds, UK
Powder flowability plays a crucial role in
achieving a reliable manufacturing process in several industries. Several
commercially available techniques are well-known for assessing powder flow
behaviour at moderate to high consolidation stresses, however low stress powder
flow measurement, which is important for industrial processing such as die
filling, is more challenging. Therefore there is still
a need to reliably measure and understand powder flow behaviour at low stresses
(< 1kPa). Shear cell and ball indentation flowability measurement techniques
were chosen for this study. This work further develops and optimises the ball
indentation technique for low-stress flowability assessment. The two
measurement techniques were then compared in terms of the reproducibility and accuracy
of the obtained results. For the ball indentation technique, different bed
preparation methods, namely, wireconditioning, blade-conditioning,
pre-shearing, and sieve-filling methods, were investigated and compared.
Employing the more reproducible sieve-filling preparation method, unconfined
yield stress results were determined at consolidation stresses between 0 and 2
kPa for Gypsum powder. In addition, the Schulze low-stress shear cell, RST-XS.s, was used for determining the material flow function at
a similar stress range. Using the material flow functions obtained from both
measurement techniques, in addition to other required bulk flow properties, two
mass-flow hoppers were designed and fabricated to compare the accuracy of the
two techniques at low stresses. From the obtained unconfined yield stress
results, the shear cell based design resulted in a
larger hopper outlet size compared to the ball indentation based design. Flow
tests were carried out for Gypsum powder using both hoppers, using two different
filling approaches: scooping and sieving filling. Interestingly, both hoppers
resulted in a mass-flow with sieve-filling technique, while only the larger
hopper allowed a mass-flow for non-sieved powder sample.
LIST OF
ABSTRACTS AND INDEX
Vivek Garg, Tong
Deng, Richard Farnish, Mike Bradley
The Wolfson
Centre for Bulk Solids Handling Technology, School of Engineering, Faculty of
Engineering & Science, University of Greenwich, Central Avenue, Chatham,
Kent, ME4 4TB, UK
Particle adhesion is an important influence
in powder flow behaviour; however, usefully quantifying this contribution is
difficult. The Wolfson Centre has developed a new method for assessing particle
adhesion using a mechanical surface energy tester. The Bond number is used as
an indicator of powder cohesiveness by detecting particle adhesion at the median
particle size. Particle adhesion measurements are combined with particle
physical properties such as particle size, shape, and density in this method.
This measurement enables the development of a correlation between particle
adhesion, powder cohesiveness, and bulk powder flow behaviour.
The current study
focuses on particle adhesion measurement and the effect of particle surface
texture on particle contact area and particle adhesion forces between
particles. The investigation has been undertaken on 15 different materials with
varying particle properties. The particle adhesion forces are correlated
against the particle contact areas calculated using the common adhesion theory
and measured using Inverse Gas Chromatography. The comparison reveals a strong
correlation, which contradicts the accepted theory. The reason for this is that
particle surface texture is thought to be important for apparent particle
adhesion. SEM image analysis was used to examine particle surface texture, and
a Malvern Morphology G3 has been used to measure particle size and shape.
It is concluded that the effect of surface
texture needs to be considered while estimating the particle contact area. If
particle surface energy is assumed to be constant, particle contact areas for
adhesion measurements must be determined experimentally using methods such as
the mechanical energy tester.
LIST OF
ABSTRACTS AND INDEX
Maria-Graciela
Cares1 ,
Maria-Camila Jimenez1,2, Andrea SuazaMontalvo1 ,Véronique
Falk1
1 LRGP-CNRS, Université de Lorraine, Nancy, France
2 Dep. of Process Engineering, INRS, Vandœuvre-lès-Nancy, France)
After water, granular media is the most
handled industrial material. Those who may work with granular media, fine or
coarse, such as powders, know that powder flow is complex. From a technological
point of view, granular flow is essential to processing efficiency as it affects
many aspects of manufacturing, including flow-through hoppers, sieving,
pouring, blending, milling, filling, compaction, tableting, transport, and even
storage. Nonetheless, unlike elastic solids or fluids when referring to
granular materials flow, many crucial, open questions arise as lack of a
unifying definition and a well-understood theoretical basis. Powder's flow
behavior is complex in nature because it is not an inherent property of the
material. It depends on: the intrinsic and extrinsic properties of the grains
such as size and shape distribution, stiffness, inelasticity, the equipment
design, the processing conditions such as stress levels, the processing
environment such as temperature and humidity. The multiple flow testers
available in the market help compare powders' macroscopic properties but do not
provide any flow dynamics information. The word "flowability" is
usually misinterpreted as describing grains flow behavior, or it is
device-dependent as it represents the ability to flow in the desired manner in
a specific piece of equipment under specific mechanical conditions. Each device
"estimates/quantifies" flowability through different parameters or
indexes; although necessary in industrial development, the compilation of these
measurements lacks a clear physical foundation. Several industrial and
fundamental studies focus on the densification of granular systems as it covers
many technological fields. We have recently shown that flowability assessment
from volume fraction is exceptionally pertinent when studied using a global net
force (or energy) approach by implementing innovative tools and methods.
Force/Energy approaches are of great interest for understanding grains
interactions and are suitable for powders modeling. From cement to flour, our
group gathers robust scientific data evidencing that the nature of the flow
seems to be extremely sensitive to the stiffness and inelasticity of the
grains, and it's a kinetic problem. Under this basis, we will describe granular
flow using packing densification under vibration and compression, highlighting
common trends with well-known physical empirical laws while seeking the missing
key between frontier science and industrial development.
LIST OF
ABSTRACTS AND INDEX
Sophia Rothberg,
Swantje Pietsch-Braune, Stefan Heinrich
Institute of Solids Process Engineering and Particle
Technology, Hamburg University of Technology, Hamburg, Germany
Bio composites as nacre or bone show
outstanding mechanical properties which surpass those of their single
components. This is due to their complex structure, in which the building
blocks of the hard component are embedded in a soft matrix, thus combining
strength and toughness. The combination of both properties makes such materials
particularly interesting for various applications, e.g. for tooth or bone
replacement materials. Therefore, there is great interest to develop scalable
processes for the production of artificial composites
with strong mechanical properties. In this work, metal oxide-polymer composites
are produced by a spray drying process and a subsequent warm compaction. In the
first step, sub-micron particles are encapsulated with polymer in the spray
dryer (see Fig. 1). Through warm compaction of the encapsulated particles, a
polymer matrix is formed where the hard metal oxide particles are embedded,
thus mimicking the structure of bio-composites such as nacre. The main reasons
for the outstanding mechanical properties in natural composites are the low
organic content and the size of their single units. Therefore, it is of great
importance to keep the product size as small as possible. This is realized by
using the Nano Spray Dryer B-90 by Büchi where droplets are generated with a
spraying membrane with a mesh size of only 7 μm. Furthermore, previous
studies have already shown that the product size and the composition can be
easily adjusted by varying the suspension formulation. A higher polymer content
within the composite leads to weaker mechanical properties. For
the production of tailor-made composites, different materials are used
in order to determine the composite with the best mechanical properties.
Therefore, different metal oxides as magnetite or alumina are used and both
commercial polymers as poly vinyl butyral and more complex ones as vitrimers
are tested. The mechanical properties are determined by three- and four-point
bending tests.
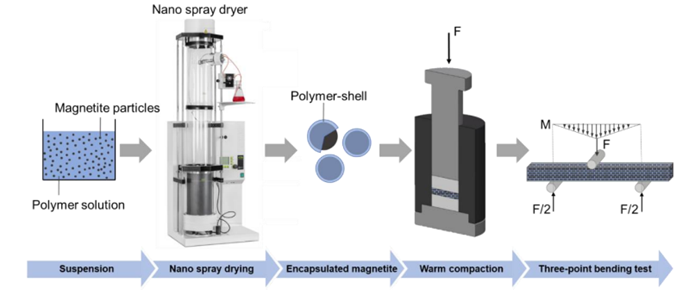
Fig. 1: Process route for the production
and testing of composite pellets including spray drying, warm compaction and
mechanical testing. We gratefully acknowledge financial support from the German
Research Foundation (DFG) via the collaborative research center SFB986 (project
number 192346071).
LIST OF
ABSTRACTS AND INDEX
M Bradley, C Sinka, M
Ghadiri, J Heng
Universities of
Greenwich, Leicester, Leeds and Imperial
Resulting from a collaboration of three UK
universities and a number of industry partners, the
Virtual Formulation Laboratory is a suite of characterisation techniques and software
models that together can predict the manufacturability of new powder
formulations at an early stage. This can reduce the risk of costly and time consuming troubleshooting of powder processing problems
arising when the new formulation is passed from development into manufacturing,
by identifying, at the earliest stages of formulation, the need for either
optimisation of the formulation design to reduce potential problems, or
preparation of manufacturing lines that can cope with predicted challenging behaviour
of the powder formulation.
Specifically , it deals with the most common difficulties that are encountered in
the processing of powders, which are poor or inconsistent flow, segregation
(de-mixing of blends) and compaction troubles. These problems are frequently
found to be the cause of substantial financial losses when bringing a new or
revised product to market, as they usually arise unexpectedly and can take a
lot of time to solve, losing valuable time to reap the profit from a new
product before patents expire and generic manufacturers move in to copy the
product.
This paper will give an overview of the
Virtual Formulation Laboratory, the development process behind it including
some ground breaking science in powder behaviour and
novel techniques for characterisation, and show some case studies of its use.
LIST OF
ABSTRACTS AND INDEX
Róisín Hurley1,
Patrick Frawley2
1Dept. of Mechanical Engineering, University of Limerick, Limerick,
Ireland
2Dept. of Aeronautical Engineering, University of Limerick, Limerick,
Ireland
Crystallisation is a key unit operation for
the separation and purification of pharmaceuticals. Batch crystallisation is
typically carried out using seed crystals in mechanically agitated vessels. The
crystal size distribution is recognised as an important indicator of crystal
product quality [1]. Several mechanisms of secondary nucleation including
breakage, attrition, contact nucleation and nuclei breeding may occur in a
crystallisation vessel and contribute to the crystal size distribution. A
narrow unimodal distribution increases the efficiency of downstream processing
and smaller crystals are preferable for better dissolution properties and
bioavailability [1] [2]. Crystallisation processes are difficult to scale up
[3]. Mixing is an important mechanism to consider when designing a batch
process for scale up. The growth and nucleation of individual crystals is
dependent on the solution properties in the crystal microenvironment [3].
Mixing characteristics dictate the turbulent statistics in a crystallisation
vessel as well as the environment for crystallization. A model of crystal
nuclei breeding was proposed which describes clusters of solute molecules
forming in solution that nucleate upon contact with the surface of seed
crystals [4]. The nucleated solute molecules are weakly bound to the crystal
surface and can be easily removed by fluid shear. In a mechanically agitated vessel
within the turbulent mixing regime the turbulent shear stress is an important
source of shear. The probability of crystal breakage is also influenced by the
vessel hydrodynamics. Particle image velocimetry was used to accurately measure
the hydrodynamics for several crystallisation vessels, impeller types and
agitation speeds. The maximum turbulent shear stress (TSS) was related to the
measured process input parameters. Knowledge of the distribuion of TSS combined
with a mechanistic model [6, 7], would allow for the design and scale-up of a
crystallisation process that controls and optimises secondary nucleation. Thus,
a desired product could be achieved, reducing the need for downstream
processing, and increasing process efficiency.
1. Liu, J.X., et al., Data-driven modeling
of product crystal size distribution and optimal input design for batch cooling
crystallization processes. Journal of Process Control, 2020. 96: p. 1- 14. 2.
Wong, S.Y., Y. Cui, and A.S. Myerson, Contact Secondary Nucleation as a Means
of Creating Seeds for Continuous Tubular Crystallizers. Crystal Growth &
Design, 2013. 13(6): p. 2514- 2521. 3. Myerson, A.S., D. Erdemir, and A.Y. Lee,
Handbook of Industrial Crystallization. 2019, Cornwall: Cambridge University
Press. 4. Anwar, J., S. Khan, and L. Lindfors, Secondary Crystal Nucleation:
Nuclei Breeding Factory Uncovered. Angewandte Chemie-International Edition,
2015. 54(49): p. 14681-14684. 5. Lavoie, P., et al., Spatial resoultion of PIV
for the measurement of turbulence. Experiments in Fluids, 2007. 43: p. 39-51.
6. Tyrrell, R., B. De Souza, and P.J. Frawley, Particle Breakage: Limiting
Conditions for CrystalCrystallizer Collisions. Crystal Growth & Design,
2018. 18(2): p. 617-622. 7. Tyrrell, R. and P. Frawley, Single crystal fragmentation:
Visualizing breakage model performance for pharmaceutical processes. Wear,
2018. 414: p. 275-288.
LIST OF
ABSTRACTS AND INDEX
Marv Khala1, Colin Hare2, Vikram Karde3 and Jerry Heng3
1Dept. of Chemical & Process Engineering, University of Surrey,
Guildford, UK
2School of Engineering,
Newcastle University, Newcastle upon Tyne, UK
3Dept. of Chemical Engineering, Imperial College London, London, UK
Coatings are widely used in industry as a
surface modification technique to improve flowability or manufacturability of
powders. Dry powder coating is often preferred over the conventional
solvent-based coating due to improved process safety and environmental
friendliness (zero emission of volatile organic solvents), lower energy
consumption (solvent evaporation not required), suitability for moisture
sensitive materials and overall lower manufacturing costs. However, the dry
powder coating process is often wasteful as an excessive amount of coating
powder and energy input are typically required to ensure sufficient
coating is achieved. In this study, the Discrete Element Method (DEM) is used
to simulate the dry powder coating process in an impeller-agitated system. The
effects of mixer operational conditions (blade design, blade rotational speed
and fill ratio) and material properties (size, density and surface energy) on
coating performance are investigated. A regime map for dry powder coating is
developed to define the operational window for uniformly distributed coatings.
The regime map gives useful understanding and knowledge of optimal combination
of key parameters for good coating performance, thus providing precise control
of the quantity of coating material and the energy input required.
LIST OF
ABSTRACTS AND INDEX
Vikram Karde1 , Marv J. Khala2,3 , Colin Hare3 , Jerry Y. Y.
Heng1,4
1Department of Chemical Engineering, Imperial College London, London,
U.K.
2Department of Chemical and Process Engineering, University of
Surrey, Guildford, U.K. 3School of Engineering, Newcastle
University, Newcastle, U.K.
4Institute of Molecular Science and Engineering, Imperial College
London, London, U.K.
Particle properties and powder mixing
conditions are critical to achieving efficient dry powder coating. The present
work investigates different particle properties (size, morphology and surface
energy) and operation parameters (mixing speed and time) which are critical to
the dry coating process. This was achieved by employing four different
guest-host combinations comprising lactose monohydrate and paracetamol as host
particles and nanosilica and magnesium stearate as guest particles. These
uncoated and coated particles were characterised for a range of properties like
size using particle size analyser, morphology using scanning electron
microscopy (SEM), surface chemistry using X-ray photoelectron spectroscopy
(XPS) and surface energy using finite dilution inverse gas chromatography
(FD-IGC). The efficiency of the dry particle coating process was also examined
from the percent surface area coverage (%SAC) estimation through image processing.
In addition, dynamic (flow energy test) and quasi-static (shear test) flow
measurements were done on the uncoated and surface modified powders using an
FT4 powder rheometer. The results show that the nanosize guest particle
(nanosilica) was more effective in coating the host surfaces accompanied by an
overall improvement in powder flow. Moreover, experiments were also conducted
using iron oxide guest particles as a coloured tracer to validate the
efficiency of the mixing set-up and operation parameters employed for dry
coating. Furthermore, in a series of order of mixing studies with ternary
powder systems, the importance of the order of addition of individual powder
components during mixing was highlighted through imaging and colorimetry
measurements.
LIST OF
ABSTRACTS AND INDEX
Leigh Duncan Hamilton1 , Sandra Breitung-Faes2 , Arno Kwade3
1,2,3Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
Key words:
Additive manufacturing, water storage, dry water, granular material,
flowability
The ever-growing demand for sustainable
development within the construction sector has led to several innovative
approaches. One such approach includes additive manufacturing (AM), whereby
economical as well as ecological benefits are procured. AM in construction has
the potential for higher efficiency in material usage. Furthermore, the
capability of producing free-form structures without special moulds or tools
leads to near independency of production cost and complexity of components. The
project at hand is part of the collaborative research centre “TRR 277 Additive
Manufacturing in Construction (AMC)” and involves a combination of two AM processes
in order to create reinforced concrete. Firstly,
Selective Paste Intrusion (SPI) is a particle-bed based AM technology, which
constructs components by spreading an aggregate layer of coarse sand on a
surface. Subsequently, the cement paste is extruded locally at the appointed
areas. These steps are repeated until the desired element is completed. In order to qualify SPI for structural concrete, steel
reinforcement must be integrated. Hence, Wire Arc Additive Manufacturing (WAAM)
is combined with SPI. WAAM can create steel reinforcement by using arc welding.
However, high temperatures during WAAM generate heat transfer into the
particle-bed, consequently reducing water in the cement and decreasing concrete
strength. For that reason, the present research intends to develop tailored
aggregate sand particles that store water, and thus, compensate for water loss
as well as promote cooling. It is hereby of utmost importance to maintain sufficient bulk properties for SPI in order to create
consistent components regarding strength and shape accuracy. One possible
solution arose with dry water, which is classed as a free-flowing, water-rich
powder, storing up to 98 wt.% of water. Essentially, dry water consists of
water droplets that are encapsulated with hydrophobic silica nanoparticles. Dry
water is implemented into the bulk material by mixing, thereby storing water in
the bulk with the potential of sustaining the initial flow and bulk properties.
The integral part of this study is to investigate the influence of different
mass-related variants of dry water as well as varying the water contents within
the aggregate bulk material. For process related reasons, the main methods of
analysis are the dynamic and static angle of repose as a measure of
flowability. Additional analysis is conducted by drying the bulk material and
investigating its behaviour towards agitation. This is executed by tapped and
bulk density measurements. A critical question regarding the encapsulated water
and its progression during the complete mixing process does occur. As a result,
micro-computed tomography (µCT) and scanning electron microscope (SEM) are
applied for image analysis.
LIST OF
ABSTRACTS AND INDEX
G.
Bonifazi1, O. Trotta1, G. Capobianco1, S.
Serranti1
1Department of Chemical Engineering, Materials & Environment,
Sapienza – University of Rome, Via Eudossiana, 18, 00184 Roma, Italy
2Research Center for Biophotonics, Sapienza
University of Rome, Latina, Italy.
One of the
major resource-consuming, and waste-producing sectors, in our modern society is
the construction sector. More than 40% of the total raw materials extracted
from the earth around the world, generate more than one-third of the world's
solid waste by weight (up to more than 75% when excavated soil is accounted
for, and are also responsible of approximately one-third of the total CO2
and greenhouse gas emissions. Moreover, natural disasters, such as earthquakes,
create significant volumes of rubbles and waste, strongly impacting the
environment and posing health risks.
In recent years
earthquakes have been among the most recurrent natural disasters in Italy. In particular, three seismic events hit four Italian regions
from August 2016 to January 2017, including 8.000 sq km of territory and
involving 140 municipalities, and produced 2.720.000 tons of waste. Such a
material can be considered as Construction and Demolition Wastes (CDWs),
composed by about 60-70% by weight an inert fraction, presenting a high
potential for recycling and reuses since some of its components can represent,
if properly separated, recovered and recycled, an important resource, thus
avoiding non-renewable raw materials exploitation and favoring the circular
economy. In this prospective, new technologies are needed for the
characterization, sorting and quality control of CDWs derived products.
In this paper,
the possibility to implement fast, low cost and reliable strategies addressed
to classify different CDWs as resulting from the collapse of buildings due to
an earthquake was investigated. The use of innovative sensing techniques,
combined with classical mechanic processing, could represent an important step
forward to prevent landfilling and to improve recycling.
A method based
on hyperspectral imaging (HSI) to classify different types of CDWs coming from
buildings damaged by an earthquake, is presented. Hyperspectral imaging (HSI)
was applied based on the utilization of a platform working in the SWIR range
(1000-2500 nm). The acquired hyperspectral images were analyzed by applying
different chemometric methods: principal component analysis for data
exploration and partial least-square-discriminant analysis to build
classification models. Results showed that the proposed approach is
particularly suitable to perform “complex” CDWs classification as produced by
earthquakes, allowing to recognize and classify not only the different inert
fractions (i.e. concrete, brick, aggregates and ceramic materials) from
contaminants (i.e. wood, plastics and glass) but also to characterize the
different inert fractions according to their chemical composition. The obtained
results can represent an important starting point for further development of
fully optical HSI based recognition CDWs procedures to be utilized both
off-line (i.e. the analytical level at laboratory scale) and on-line (i.e.
sorting level at industrial scale).
LIST OF
ABSTRACTS AND INDEX
David Strohner1 , Sergiy Antonyuk1
1Technische Universität Kaiserslautern, Institute of Particle Process
Engineering, Kaiserslautern, Germany
During particulate processes collisions
have a big influence on the overall particle dynamics resulting in energy
dissipation or even sticking. In many processes like for example coating or
agglomeration, a liquid is used which will cover the component or particle
surfaces with a liquid layer causing additional energy dissipation. This
dissipation is described by the coefficient of restitution which is an
important input parameter for the simulation of particle processes. It can be
determined by single particle collision experiments using high speed cameras to
observe the particle dynamics [1]. The coefficient of restitution will decrease
with higher liquid layers or higher viscosity due to viscous forces acting on
the particle inside the layer during approach and rebound [2]. For the
investigation of micro mechanisms during the particle collision, resolved
simulations can be performed. Therefore, CFD simulations are suitable which can
be either coupled to DEM or rigid body methods to resolve the particle [3]. An
influencing factor that also needs to be considered is the morphology of the
interacting surface. Micro structured surfaces can be used, to affect the
particle rebound behavior. As the shape of these surfaces can be determined by
the manufacturing method, regular surfaces can be generated. This enables to
generate specific contact situations during the particle impact depending on
the surface structure. In this study a regular topography is used to
investigate its effects on wet particle collisions. CFD simulations are
performed (figure1) resolving the particle as a rigid body using an overset
mesh method recreating different contact situations during the particle impact.
This data is then compared to experiments to determine the effects of the
surface morphology on fine microparticles during impacts on thin liquid layers.
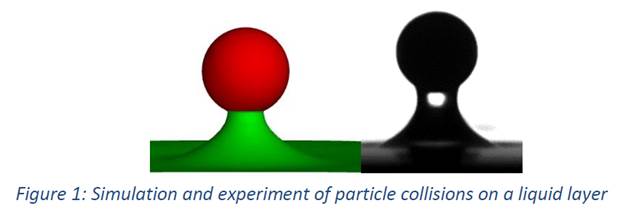
[1] Krull, F., Hesse, R., Breuninger, P.,
Antonyuk, S.: Impact behaviour of microparticles with microstructured surfaces:
Experimental study and DEM simulation, Chemical Engineering Research and Design
135 (2018), 175-184
[2] Crüger, B., Heinrich, S., Antonyuk, S.,
Deen, N.G. and J.A.M. Kuipers: Experimental study of oblique impact of
particles on wet surfaces, Chemical Engineering Research and Design 110 (2016),
210-219
[3] L. Shao, D. Liu, J. Ma et al.: Normal
collision between partially wetted particles by using direct numerical
simulation, Chemical Engineering Science 247 (2022)
LIST OF
ABSTRACTS AND INDEX
Tsz Tung Chan1 , Jürgen Grabe2 , Stefan Heinrich1 , Maksym
Dosta1
1 Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology (TUHH), Hamburg, Germany
2 Institute of Geotechnical Engineering and Construction Management,
Hamburg University of Technology (TUHH), Hamburg, Germany
Frozen Particle Fluid System (PFS) plays an
important role in both natural and technical systems. Under freezing
conditions, solid bonds (ice bridges) formed between particles, which alternate
the mechanical properties (such as breakage stress, strain and stiffness) of
the fluid saturated or moisturized PFS. In this project, the behaviour of the
bridge area (single bond) and capillary area (multi-bonds) have been
investigated. Bonded particle method (BPM) which is an extension of discrete
element method (DEM) and which was widely used for modelling of various materials,
has been used to describe the mechanical behaviour of the frozen PFS. In the
experimental part, a climate chamber has been created for maintaining ambient
temperature and coupled with TA.XT plus Texture
Analyzer (Stable Micro Systems, Great Britain). Ice mechanical properties are
greatly influenced by temperature, strain rate and grain size. Such effect also
dominates the mechanical behaviour of frozen PFS, which alternation in
temperature, volumetric content and strain rate lead to ductile, brittle or dilatant
behaviour. These major factors have been covered by our experimental studies.
In experiments, spherical particles (glass, alpha alumina, polymer), as well as
non-spherical particles (quartz sand, I-SSO-sand) have been used. From the
experiments, different material response were reviewed
under varied strain rates, temperatures and saturation levels. The open-source
DEM simulation framework MUSEN has been used for numerical investigation of PFS
behaviour. To describe visco-plastic sample behaviour, a new rheological model
of solids bond has been formulated. The new solid bond model combines the
strain-dependent and time-dependent material behaviour for describing the
complex rheological behaviour. The calculations in MUSEN are parallelized for
graphic processing units that has allowed to perform simulation of large
samples in a relatively short period of time. Obtained simulation results such
as breakage strain or breakage stress are in good agreement with the
experimental data. Moreover, experimental and numerical samples reveal similar
breakage behaviour in 100% saturation level of frozen PFS. However, more
significant deviations were observed from the modelling of PFS in lower degree
of striation level.
ACKNOWLEDGEMENTS
The funding of the presented research in
the framework of research training group GRK 2462 by German Research Foundation
(Deutsche Forschungsgemeinschaft, DFG) is gratefully acknowledged.
LIST OF
ABSTRACTS AND INDEX
Christoph Goniva1,
Riccardo Togni1, Marcel Kwakkel1 and Christoph Kloss1
1DCS Computing GmbH, Linz, Austria
Discrete Element Method (DEM) and DEM
coupled to Computational Fluid Dynamics (CFD-DEM) are established techniques
for optimization and design of particle processes. Granular particles, the flow
involving fluids and granular particles are everywhere - in industry,
environment and everyday life. Sugar, sand, ores, tablets, chemicals, biomass,
detergents, plastics, crops, fruits need to be harvested, produced, processed,
transported and stored.
While in the past, DEM and CFD-DEM software were tailored to a narrow field of
application, modern software implementations allow for real multi-scale and
multi-physics application.
We give an overview of recent developments in the frame of the DEM and CFD-DEM
software ASPHERIX®.
Processes that are driven by physics spanning a wide range of time and length
scales are very challenging when it comes to numerical modelling as they
require very detailed temporal and/or spatial resolution leading to enormous
computational costs. We present different solution strategies allowing to
bridge time or length scale and thus successfully model these processes. We
give examples for successful application of integrated 3D-1D CFD-DEM modelling
to model a plant scale chemical reactor. Further we highlight an integrated
numerical approach combining particle-resolved and unresolved approach to
capture soil erosion process.
In particular, we summarize recent implementations and validation efforts
regarding non-spherical shape representation in granular and fluid-granular
systems, modelling and handling of soil, multi-scale modelling of chemical
reactors and multi-scale modelling spray-drying process.
LIST OF
ABSTRACTS AND INDEX
Zorica Ristic1, 2 , Arno Mayrhofer2 , Stefan Radl1
1 Institute of Process and Particle Engineering, Graz University of
Technology, Graz, Austria
2 DCS Computing GmbH, Linz, Austria
The Discrete Element Method (DEM) is
extensively used both in academic research of granular systems as well as in
industrial applications. As most real-world systems are comprised of several
billion particles, direct simulation tends to be challenging. Thus, many DEM
applications use different coarse graining approaches where groups of
finely-grained, Original Particles (OPs) are represented by simulated particle
representatives – Coarse-Grained Particles (CGPs). However, most such
approaches are based on assumptions about material properties of CGPs including
the matter-void distribution within them, as well as their contact model. Often
both material properties and contact model of CGPs are simply transcribed from
OPs with an addition of scaling laws for contact parameters. The latter in turn
impose restrictions regarding analytical upscaling. The present contribution
presents an approach to coarse graining based on various tensor variables
representing the systems state and is therefore called the Tensor-based Coarse
Graining Method (TCGM). It stipulates that the movement of the systems bulk
comprised of CGPs mimics the movement of the same bulk when comprised of OPs.
Moreover, TCGM is agnostic of the underlying contact model and makes no
assumptions about the CGPs' material properties, all to ensure applicability to
a wide range of granular flows. In order to recover
the contact force network, a connection between tensor variables, such as
contact fabric, stress and strain tensors, is used. This connection allows the
recovery of the per particle and per interaction stress tensors which, when
combined with strain tensor information, yield contact forces. The
reconstructed contact force network preserves the form of key physical laws.
From the reconstruction it is deduced that, for every CGP, an additional
external force term arises due to the change of particle representation from
original to coarse-grained one. Statistics regarding these additional force
terms for different coarse graining ratios in oedometric compression tests are
displayed in our present contribution.
Keywords: Discrete Element Method, coarse
graining, contact force network, fabric tensor, oedometric compression
LIST OF
ABSTRACTS AND INDEX
Hongyang Cheng1,
Stefan Luding2, Thomas Weinhart2
1Department of Civil Engineering, Faculty of Engineering Technology,
MESA+, University of Twente, P.O. Box 217, 7500 AE Enschede, The Netherlands
2Multi-Scale Mechanics (MSM), Faculty of Engineering Technology,
MESA+, University of Twente, P.O. Box 217, 7500 AE Enschede, The Netherlands
Surface and
volume coupling methods are reformulated for concurrent multi-scale modeling of
granular materials. Based on a micro-macro transition technique called
``coarse-graining'' [1], we derive homogenization operators in more generalized
forms than those reported in the literature. For surface coupling [2], coarse
graining allows distributing the coupling forces beyond the finite elements
that the particles are locally coupled with, namely, from contact points to
their neighboring integration points. For volume coupling [3], coarse-graining
is applied to enrich the homogenization/localization operations on
particle-scale quantities, thereby offering a non-local coupling approach. The
generalized coupling terms contain one user-defined parameter, namely, the coarse-graining
width, setting a length scale for the “coarse-grained” fields.
The
benefits of coarse-graining in surface and volume coupling are exemplified by
modeling particle-cantilever interaction and wave propagation between discrete
particles and continuum bodies. We show that the CG-enriched new formulation
removes high-frequency/short-wavelength numerical oscillations and gives more
physical predictions in the example of particle-cantilever interaction,
compared with the conventional formulation using finite element basis
functions. In the wave propagation example, the numerical dissipation, which is
a known artifact of the volume coupling method, is reduced with an optimal
coarse-graining width. In particular, the benefit of
coarse-graining appears to be significant when the waveforms become
increasingly complex and contain high frequency contents.
References
[1] Weinhart, T.,
Hartkamp, R., Thornton, A.R., Luding, S., 2013. Coarse-grained local and
objective continuum description of three-dimensional granular flows down an inclined
surface. Phys. Fluids 25, 070605.
[2] Michael, M.,
Vogel, F., Peters,
B., 2015. DEM–FEM
coupling simulations of the
interactions between a
tire tread and
granular terrain. Comput. Methods Appl. Mech. Eng. 289, 227–248.
[3]
Wellmann, C., Wriggers, P., 2012. A
two-scale model of granular materials.
Comput. Methods Appl. Mech. Eng. 205-208, 46–58.
LIST OF
ABSTRACTS AND INDEX
Marina Sousani1, Stefanos-Aldo
Papanicolopulos2, Andreas Piskopakis1, Timothy Heelis1
1EDEM,
Altair Engineering Ltd, Edinburgh, United Kingdom
2School
of Engineering, Institute for Infrastructure and Environment, The University of
Edinburgh, Edinburgh, United Kingdom
The design of bulk material handling equipment in many industrial
and process engineering applications is directly linked to the understanding of
the material's behaviour. Hoppers are an important part of the chain since
their smooth usage dictates whether the downstream process of the final product
will be successful or not. Therefore, investigating the flow and the parameters
that affect the discharge rate of the material play a crucial role in the
design process. Over the years many researchers have looked at the material
flow in hoppers by using spherical particles in the Discrete Element Method
(DEM) [1-7]. However, fewer have focused on the behaviour of non-spherical
elongated particles. Since most of bulk materials have complex shapes, it is
important to understand the flow, interaction and kinematics of particles other
than spheres. The proposed work uses DEM and replicates real-life elongated
materials by using sherocylindrical particles that flow through a wedge-shaped
hopper. Different aspect ratios have been employed in this work and the results
have been compared against experimental studies as well as correlations
reported in literature [8]. Furthermore, the DEM simulations have been repeated
with equivalent multi-sphere and polyhedral particles, investigating the effect
of different shape representation methods on the overall flow and discharge
rate of the material. Acknowledgement: This research has received support from
the Industrial Fellowship scheme of the Royal Academy of Engineering.
References:
1.
Zhu H.P. et al. (2006) Numerical investigation of steady and
unsteady state hopper flows. Powder Technology, 170(3): p. 125-134. https://doi.org/10.1016/j.powtec.2006.09.001
2.
Ketterhagen W.R. et al. (2008) Modeling granular segregation
in flow from quasi-threedimensional, wedge-shaped hoppers. Powder Technology,
179(3): p. 126-143. https://doi.org/10.1016/j.powtec.2007.06.023
3.
Anand A. et al. (2008) Predicting discharge dynamics from a
rectangular hopper using the discrete element method (DEM). Chemical
Engineering Science, 63(24): p. 5821-5830. https://doi.org/10.1016/j.ces.2008.08.015
4.
Ketterhagen W.R. et al. (2009) Predicting the flow mode from
hoppers using the discrete element method. Powder Technology, 195(1): p. 1-10. https://doi.org/10.1016/j.powtec.2009.05.002
5.
Li Y. et al. (2009) DEM simulations and experiments of pebble
flow with monosized spheres. Powder Technology, 193(3): p. 312-318. https://doi.org/10.1016/j.powtec.2009.03.009
6.
Yu Y. and Saxén H. (2011) Discrete element method simulation
of properties of a 3D conical hopper with mono-sized spheres. Advanced Powder
Technology, 22(3): p. 324- 331. https://doi.org/10.1016/j.apt.2010.04.003
7.
Balevičius R. et al. (2011) Analysis and DEM simulation
of granular material flow patterns in hopper models of different shapes.
Advanced Powder Technology, 22(2): p. 226-235. https://doi.org/10.1016/j.apt.2010.12.005
8.
Tangri H. et al. (2019) Hopper discharge of elongated
particles of varying aspect ratio: Experiments and DEM simulations. Chemical
Engineering Science: X, 4: p. 100040. https://doi.org/10.1016/j.cesx.2019.100040
LIST OF
ABSTRACTS AND INDEX
Erasmo
S. Napolitano1 , Alberto
Di Renzo1 , Francesco P. Di Maio1
1 DIMES Department, Università della Calabria,
Rende (CS), Italy
In the last two decades, the circulating
fluidized beds (CFB) have seen their field of application expanded with the
possibility to be used as gas-solid polymerization reactors. One of the
engineering challenges concerns the hydrodynamics in the riser section: the
fast fluidization regime is typically adopted to achieve the required contact of
the monomeric gas phase with the solid particles on which the polymerization
reactions occur. At the same time, the gaseous phase acts as heat dissipation
carrier for the exothermic reaction. With insufficient contact (e.g.
clustering) or stagnant areas, local temperature hotspots may form that involve
melting and agglomeration of the particles, which can lead to the shutdown of
the entire plant. In medium to large systems, as in case of industrial
applications, accurate numerical models based on the DEM-CFD approach remain
prohibitive due to the high number of particles involved and the corresponding
computational cost. In recent years, methods have been proposed to reduce the
number of particles by grouping them into representative particles, called parcels,
to increase the size and reduce the number of elements and the corresponding
computational burden. Despite the success of early attempts, much remains to be
understood and characterized, such as the extent to which the predictive
capability of the model is preserved also in complex flows and geometries. In
the present work, coarse-graining methods and degree for solids in DEM-CFD
simulations are investigated to model the two-phase hydrodynamics in a CFB
riser with a lateral inlet at different solid and gas loads. The computational
savings is examined first. Then, as far as accuracy is concerned, the effect of
scaling of particle parameters, such as contact (elasticity, damping, sliding /
rolling friction) and drag, is analyzed separately. The influence of the
scaling strategy has been verified on the replicability of the results with
respect to the pure DEM-CFD simulations. Macroscopic performance indicators,
such as pressure drop and solids loading, and local distribution of gas and
solid flows within the riser are examined and compared. The computational
savings are eventually discussed in the light of the acceptable level of
predictive ability of the computational model.
LIST OF
ABSTRACTS AND INDEX
Anthony R Thornton1,2,
Thomas Weinhart1,2, et al.3
1Thermal and Fluid
Engineering (ET), University of Twente, Drienerlolaan 5, 7500 AE Enschede, The
Netherlands,
2MercuryLab,
Mekkelholtsweg 10, 7523 DE Enschede, The Netherlands.
3A full list of contributors can be found here: https://www.mercurydpm.org/about-this-code/team
We introduce the open-source package
MercuryDPM, a code for discrete particle simulations, that we are developing
[1]. It simulates the motion of particles, by applying forces and torques that
stem either from external body forces, (e.g. gravity, magnetic fields, etc...)
or from particle interaction laws. For granular particles, these are typically
contact forces (elastic, plastic, viscous, frictional). MercuryDPM is an
object-oriented C++ algorithm with an easy-to-use user interface and a flexible
core, allowing developers to quickly add new features. It is parallelised using
both MPI and OpenMP and released open-source under the BSD 3-clause licence.
Its developers' community has developed many features, including moving
(wearable) curved walls (polygons, cone sections, helices, screw threads,
level-sets, nurbs, triangulated, etc); state-of-the-art granular contact models
(wet, charged, sintered, melting, cohesive, etc); specialised classes for
common geometries (inclined planes/chutes, hoppers, etc); non-spherical
particles (multisphere, superquadric, bonded particles, deformable clusters);
general interfaces (particles/walls/boundaries can all be changed with the same
set of commands); liquid droplet/spray models; STL readers for industrial
geometries; restarting; visualisation (xBalls and Paraview); a large self-test
suite; extensive Doxygen documentation; and numerous tutorials and demos. For
efficiency, it uses an advanced contact detection method, the hierarchical
grid. This algorithm has a lower complexity than the traditional linked list
algorithm for polydispersed flows, which allows large simulations with wide
size distributions. It also contains a coarse-graining tool: MercuryCG, which
is both integrated and usable as a stand-alone tool. Coarse-graining is a novel way to extract
continuum fields from discrete particle systems. It ensures by
definition that the resulting continuum fields conserve mass, momentum
and energy, a crucial requirement for accurate coupling with continuum models.
The approach is flexible and the latest version can be
applied to both bulk and mixtures; boundaries and interfaces; time-dependent,
steady and static situations; and, even experimental data. It is available in
MercuryDPM either as a post-processing tool, or it can be run in real-time,
e.g. to define pressure-controlled walls. Finally, MercuryDPM is coupled with
the open-source FEM solver oomph-lib via the integrated coarse-graining tool.
There are many uses of this coupling (in development), including interaction
with elastic bodies, both fully and unresolved fluids, and heterogeneous
multiscale coupling. We will demonstrate the features of the code via several
examples including: (wet) highly-polydisperse mixing in a rotating drum, wear
on vibrating sieves, and sack filling. Visit https://mercurydpm.org for more
information about MercuryDPM. Training and consultancy is
available via our spin-off company MercuryLab (https://mercurylab.org).
REFERENCES
[1] Weinhart, T., Orefice, L., Post, M., et
al, Fast, flexible particle simulations -- An introduction to MercuryDPM,
Computer Physics Communications, 249, 107129 (2020).
LIST OF
ABSTRACTS AND INDEX
John P. Morrissey1 , Stefan Pantaleev1,2 , Jin Y. Ooi1
1 School of Engineering, University of Edinburgh, Edinburgh, UK.
2 Altair EDEM, Edinburgh, UK
Granular materials are extremely common
with approximately 80% of all industrial material feedstock being granular in
nature. Triaxial tests are commonly used to evaluate the mechanical response of
geomaterials under loading and can be applied to all granular materials
providing valuable information on the materials behaviour. Discrete Element
Method simulations of such tests have been carried out with the aim of gaining
insight into the micro and macro- mechanical responses of the material under
the triaxial stress application. In this paper, the DEM simulations of
monotonic triaxial tests including the membrane boundary condition are
presented. The simulations attempt to model railway ballast with and without
geogrid reinforcement and these are compared with experiments for validation. A
common approach in modelling is to apply loading to a representative volume of
a material with periodic boundaries instead of modelling the physical
boundaries. In this case the effects of the rigid piston and flexible membrane
in a triaxial test are ignored. If the physical test is modelled, the boundary
conditions are sometimes imposed by using rigid geometric assemblies to
compress the sample or by applying forces directly to the sample. Both
approaches ignore the presence of the flexible elastic membrane and the
associated boundary condition effects which can lead to a poor representation
of the physical test. In this study the membrane boundary of the triaxial test
is modelled using a bonded assembly of particles to model the flexible membrane
and investigate the effect of the membrane stiffness on the bulk stress-strain
response. The confining pressure to the sample is achieved by applying
individual forces to the bonded membrane particles to simulate a uniform
radially inward equivalent stress. A coarse-graining analysis is performed to
study the evolution of the internal stress field in the sample during loading.
The influence of geogrid reinforcement in the ballast is also studied by comparing
the results with and without the geogrid. The geogrid is modelled as a bonded
assembly of particles that is calibrated against experimental measurements. The
modelling approach leads to a close agreement with published experimental data
on the railway ballast. The DEM model is also able to determine the stiffening
effect of the rubber membrane used in the experiments, allowing for an improved
interpretation of the test results. The computed internal stress field reveals
significant stress non-homogeneity which provides useful insights of the
evolving state of stress in the ballasts during its loading to failure.
LIST OF
ABSTRACTS AND INDEX
Christian Eichler, Maksym Dosta, Stefan Heinrich
Institute of
Solids Process Engineering and Particle Technology, Hamburg University of
Technology, Hamburg, Germany
Dry
granulation is an economical process to improve the flowability of heat and
moisture sensitive powders. Roller compaction enables a continuous process to
compact powder between two counterrotation rollers into ribbons. Afterward,
these ribbons are comminuted by rotating or oscillating screen mills into any
desired granule size. Flowsheet simulations offer an essential opportunity
towards high Quality by Design products. However, the simulational comminution
part bases commonly on empirical testing, which deterministic Discrete Element Method
(DEM) simulations can supersede since the DEM allows mapping the ribbon's
breakage behavior. Therefore, this study targets the complementation of
comminution units of flowsheet simulations by coupling with DEM. The DEM
simulations were performed in the open-source GPU-accelerated simulation
Framework MUSEN, and flowsheet simulations utilized a python framework.
The DEM
simulations used a bonded particle model to reproduce the breakage behavior of
ribbons. During milling, the ribbon's main loads are caused by bending and
compression. Therefore, three-point bending and
compression tests of lactose tablets were performed experimentally and compared
to simulations to calibrate DEM parameters. The focus of the calibration lay on
the dependencies of tablet porosity on Young's modulus and breakage strain,
respectively.
The milling
process was implemented in DEM, as seen in Figure 1, and the particle size
distribution passing the sieve was analyzed. Ribbons of different geometries
and porosities were implemented, and machinery parameters like screen size and
rotor velocity were variated. The results feed a database directly coupled to
the flowsheet framework.
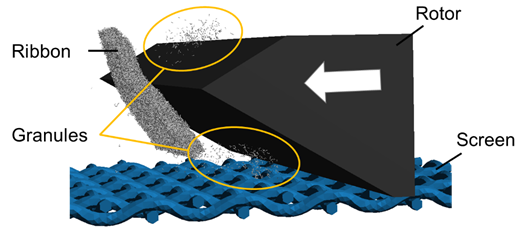
Figure 1:
Simulation of ribbon breakage in abstracted rotating screen mill.
LIST OF
ABSTRACTS AND INDEX
Lorenzo
Pedrolli1*, Alejandro López1, Inger Martinez de Arenaza1,
Beatriz Achiaga Menor1
1Dept. of Mechanics, Design and
Industrial Organization, University of Deusto, Bilbao, Spain * corresponding
author: l.pedrolli@deusto.es
Direct Metal Additive Manufacturing (DMAM)
is becoming increasingly important in industrial manufacturing. Of the many
technologies, this study is aimed to Laser Metal Deposition (LMD): in this
process, a laser melts a stream of powder metal on a substrate to build solid
objects layer by layer. The delivery of such powder is critical to the final
quality of the parts produced. A good understanding of the flow characteristic
in the pneumatic conveying is imperative to operate and design LMD systems, and
the ability to analyze the process in detail is key to the increase of its
capabilities and sustainability. This study presents a benchmark of current
simulation models based on different Euler-Lagrange approaches for multiphase
gassolid flows, such as CFD-DEM, MP-PIC, Lattice Boltzmann, both from
commercial and opensource codes. An exploration of the parameters in the
characteristic range of the pneumatic conveying of metal powders in the LMD
process serves as a standardized benchmark for the comparison between the
models, identifying the appropriate setup for each model, to obtain physically
significant results. Special attention is posed to the particles' interaction
models, using the material properties of the stainless steel 316L powder, with
a Rosin-Ramler size distribution of the grains between 45𝜇𝑚 and 150𝜇𝑚.
LIST OF
ABSTRACTS AND INDEX
Francesca
Orsola Alfano1, Alberto Di Renzo1, Francesco Paolo Di
Maio1, Martin Sommerfeld2
1 DIMES Department, University of Calabria, Cosenza, Italy
2 Fakultät für Verfahrens- und Systemtechnik, Otto von Guericke
University, Magdeburg, Germany
Pharmaceutical devices based on powdered
formulations are relatively common. In Dry Powder Inhalers (DPI), particulate
materials formed by excipients and active pharmaceutical ingredients (API) are
delivered to the body using the respiratory system. In some devices
formulations are prepared using directly fine powders. In others, larger size
carrier particles coated with API powder are utilized to improve the
flowability during both manufacturing, processing and aero-dispersion during
inhalation. The performance of capsule-based DPI is highly influenced by the
discharge process from the capsule itself. However, due to the unrealistically
large computational cost associated to the entrainment of a considerable number
of particles, the process is often overlooked in modelling studies. In the
present contribution, the powder de-aggregation and discharge from a hard-shell
capsule-based Dry Powder Inhaler has been analyzed through DEM simulations
(Figure 1). The accelerated rotational motion of the capsule was simulated
considering the point of view of a non-inertial internal observer by rotating
the force of gravity and appropriately considering the contributions of
fictitious forces. This approach allowed for a punctual mapping of the
particle-wall collisions within the capsule. Finally, simulations were carried
out on drug-carrier blends, considering adhesive interactions and evaluating
the early-stage dynamics of the detachment process that occurs inside the
capsule due to the interactions among the particles and with the walls.
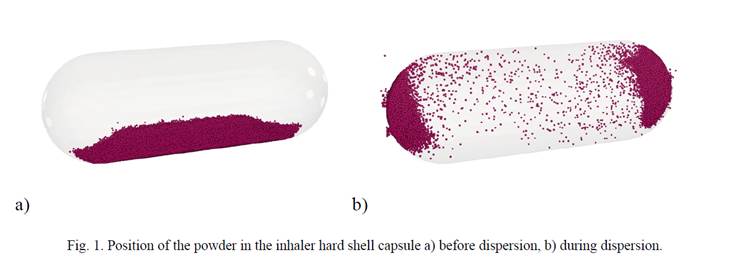
LIST OF
ABSTRACTS AND INDEX
Yunpeng Yan1,
Rudy Helmons1,2,
Craig Wheeler3,
Michael Carr3, Dingena Schott1
1 Department of Maritime and Transport Technology, Delft University of
Technology, 2628 CD
Delft, The Netherlands
2 Department of Mineral Processing and HSE, Norwegian University of
Science and Technology, 7031 Trondheim, Norway
3 School of
Engineering, The University of Newcastle, Callaghan 2308, Australia
A convex pattern
surface has been proposed [1] and optimized [2] to reduce the sliding wear of bulk
handling equipment, by adjusting the flow behaviour of the bulk material. Laboratory
tests by a circular wear tester indicate that such a convex pattern sample
reduces wear by 57% compared to a flat sample, after running for 40 hours. In
this study, a short timescale numerical model is developed to compare with a
laboratory test results on longer timescale. We combine the discrete element
method (DEM) with an Archard wear model and a deformable geometry technique to
capture the sample deformation. With this model, we investigate how the short
term numerical result should be scaled to be applicable for long term wear tests.
The results include stability analysis of the
simulation setup, numerical wear coefficient selection and wear result
comparisons. Stability of the simulation setup is analysed by evaluating the
flow behaviour of the bulk material and the wear rate of the sample. The wear
coefficient will be obtained by comparing the wear volume and wear profile with
the experimental results. The wear distribution and the deformation of the
sample will be reconstructed to analyse the effect of the convex pattern sample
on wear reduction. We will evaluate to what extent the wear on long timescales can be predicted by means of a short timescale
numerical model.
Keywords: wear;
convex pattern surface; scaling factor; deformation; DEM
[1] G. Chen,
D.L. Schott, G. Lodewijks, Bionic design methodology for wear reduction of bulk
solids handling equipment, Part. Sci. Technol. 35 (2017) 525–532.
https://doi.org/10.1080/02726351.2016.1144666.
[2] Y. Yan,
R. Helmons, C. Wheeler, D. Schott, Optimization of a convex pattern surface for
sliding wear reduction based on a definitive screening design and discrete
element method, Powder Technol. 394 (2021) 1094–1110.
https://doi.org/10.1016/j.powtec.2021.09.041.
LIST OF
ABSTRACTS AND INDEX
Harald Wilms1,
Sebastian Husheer2
1Wilms-ITC, Innovation-Technology-Consulting, Bremen, Germany
2Jacobs Douwe Egberts DE GmbH, Bremen, Germany
The required change of a compressor for an
existing pneumatic dense-phase conveying system for roasted coffee beans
offered the opportunity to re-check the existing system with respect to design
parameters and to look for potential improvements regarding the reduction of
particle attrition. The pneumatic calculations were revisited to check the
possibility to reduce the conveying velocity – one major factor in breakage of
the coffee beans. Additionally, the internal surface of the existing carbon
steel conveying line was optically checked by a video camera to reveal
potential wear, corrosion, or surface degradation. The conveying system was
improved regarding air flow rate and routing of the terminal section. Due to
available pressure reserves from the compressor, an upstream conveying system
was integrated into the conveying system in question, reducing handling and
dosing operations. The revamping resulted in a considerable reduction of fines
and simultaneously in a significant reduction in energy consumption with
associated CO2-reduction. The reduced attrition resulted in a
considerable operating cost reduction and thus yielded a short pay-back period
of the upgrading. This study and revamping demonstrates
the benefit of revisiting and improving older conveying system design with
respect to performance and efficiency.
LIST OF
ABSTRACTS AND INDEX
Spyridon Mallios, Marina Sousani,
Livio Mariano
Altair
Engineering, Troy, Michigan, United States
The vast majority of industrial engineering applications can be
formulated as a multiphysics problem. Such applications can be tackled by
engineers through high fidelity co-simulations. Though, these co-simulations,
while accurate, might be complex to set up and are computationally expensive,
making them not suitable in the design stage or in an optimization framework.
Moreover, when DEM solvers are included in the co-simulations, these get even
slower.
This paper
shows a new methodology, based on artificial intelligence (AI), to replace the
computational expensive DEM portion with a fast and accurate dynamical reduced
order model. This methodology is carried over through a wheel loader example.
The wheel
loader has been originally modeled and simulated through a co-simulation
between hydraulics, controls, multibody, structural and DEM solvers. This model
has been used as reference for the next steps. From this model, the DEM
portion, which rules the interaction between the wheel loader bucket and a pile
of bulk material, has been extracted. Then, some DEM transient simulations have
been run, slightly varying the kinematics imposed to the wheel loader bucket.
These DEM simulation results have consequently be
leveraged to train an AI-driven dynamic reduced order model, capable of
representing the interaction between the bulk material and the wheel loader
bucket. Finally, the dynamic reduced-order model (ROM) has been inserted back
in the original model, replacing the DEM portion.
At the end,
in order to assess the accuracy of the new wheel
loader model including the ROM a validation simulation has been run and its
results have been compared with the one obtained from the reference model. In particular, the maximum Von Mises stresses on the boom
and the maximum actuator forces have been compared. The difference has shown to
be less than 1.3% for the stresses and 1.4% for the actuator forces. But the
model including the ROM runs 30 time faster than the reference one, making it
suitable for design studies and optimizations, such as of the hydraulic
circuit.
Keywords :
co-simulations, Reduced-Order Model, AI, DEM, system simulation
LIST OF
ABSTRACTS AND INDEX
Stefan Bellinghausen1,
Dana Barrasso2, Sean K. Bermingham1
1 Siemens Process Systems Enterprise Ltd., London, UK
2 Siemens Process Systems Enterprise Inc., Parsippany, NJ, USA
In recent years, mechanistic models have
been applied to a broad range of applications in pharmaceutical R&D and
engineering, improving efficiency through reduced data requirements,
facilitating scale-up and tech transfer, and enabling virtual design space
exploration. Many pharmaceutical applications of mechanistic models focus on a
single unit operation, using a component model for activities such as scale-up.
However, an efficient workflow is required to apply these mechanistic models
within the industrial product development cycle. An efficient workflow allows
for a holistic assessment of the effects of operating conditions on product
attributes and allow a combination of process parameters to be explored without
increasing the experimental effort. In this talk, recent innovations in
applying particle technology modelling approaches to support the industrial
product development process. Within the workflows, efficient model calibration
and validation are applied to generate a digital twin for the industrial
process. The subsequent process design is based on process understanding and a
model-driven sensitivity analysis approach. The benefits of the improved
product development workflow are demonstrated in the context of industrial case
studies of particulate processes including particle drying and compaction.
LIST OF
ABSTRACTS AND INDEX
Eddie McGee1
1 Managing Director, Ajax Equipment Ltd, Milton Works, Mule Street,
Bolton BL2 2AR, UK
Solids handling is one of the largest and
most common processes across almost every industrial activity around the world,
however, effective performance can be impeded by problems that arise in storage
and handling.
From fine cohesive powders to shredded
wastes, bulk solids can exhibit varied and awkward flow behaviour which present
significant challenges for discharging from hoppers, bunkers and silos and
providing stable, consistent feed to subsequent processes. Large hopper outlets
can be needed to avoid stable arches and rat holes obstructing flow but the mass flow condition is only realised if the
feeder can extract from the full area of the hopper outlet; if this is not
achieved then flow reliability from the hopper is jeopardised and in fact mass
flow cannot be realised. Consideration in type and design of the feeder to
serve large outlets is an essential element in achieving reliable flow and
proper feed control. This requires suitably interfacing and matching the needs
of feed rate with constructional and geometrical aspects of the feeder which
accommodate the material's properties, for ensuring flow along the full width
and length of the hopper outlet.
This paper will use shear cell tests and
other techniques more appropriate for biomass and shredded waste applications
to identify the important aspects of feeder selection for interfacing and for
positive feed transfer capability. The paper will include industrial case
studies ranging from fertiliser production to waste-to-energy processes,
illustrating the approach used to solve plant operating problems with fine
powders, shredded wastes and very low-density materials using twin, quadruple
and even sextuple screw feeders (Figure 1) respectively.
Key words:
Screw Feeders, Mass Flow, Powders, Biomass

Figure 1 : A sextuple screw feeder for
feeding carbon fibre
LIST OF
ABSTRACTS AND INDEX
Rou Hua, Chua1*,
Edward, Bohres1, Xue, Liu2, Alexej, Michailovski1 , Maik, Nowak1 , Frank, Runge1 , Martin, Kraus1
, Frank, Kleine JÄGER1
1BASF SE, Ludwigshafen, Germany
2BASF Corporation, Beachwood, United States
In the research area of paste extrusion,
BASF is investigating process-structure-performance of pastes to increase
extrusion processing stability and output, to improve the efficiency of new
formulation development, and to achieve faster and more reliable scale-up.
Efforts to elaborate the fundamental know-how on the relationship between the
process of extrusion and the extrudate structure and its performance have
become necessary, (i) to increase predictive reliability of pastes suitable for
extrusion, and (ii) to decrease time-tomarket for newly developed products. The
talk will discuss the main influencing factors impacting extrudate quality in
production (i.e. porosity, strength), and show how upstream processing (e.g.
mixing) impact paste properties.
LIST OF
ABSTRACTS AND INDEX
Harald Wilms1
1Wilms-ITC, Innovation-Technology-Consulting. Bremen, Germany
Plastic scrap from post-consumer waste
(PCW) collection systems has to be recycled. Lately,
increasing recycling rates for PCW from packaging have been imposed by European
regulations in order to increase circularity of
polymers and to reduce incineration and landfill disposal. This calls for
massive investment in new recycling facilities for mechanical and chemical
recycling involving substantial handling of plastic PCW. This is the second
phase of respective activities after an initial plastic recycling boom some 25
years ago. Thus, it is time to look into successful
handling operations for waste plastic that was already developed at that time.
The paper focusses on conveying system design and operation experience, silo
discharge systems for plastic PCW and simultaneous feeding of a from a single
source into a numerous pneumatic conveying systems.
Process technologies are being defined, equipment design is presented
and performance is being described.
LIST OF
ABSTRACTS AND INDEX
Horacio
Andrés Petit1, Luis Marcelo Tavares1
1Department of Metallurgical and Materials Engineering, Universidade
Federal do Rio de Janeiro – COPPE/UFRJ, Cx. Postal 68505, CEP 21941-972, Rio de
Janeiro, RJ, Brazil
Ground storage in stockpiles is the most
used method for storage of granular materials, particularly for large volumes.
The utilization of stockpiles enables the homogenization and buffering of the
material. Homogenization occurs when the material being reclaimed mixes by the
action stacking and reclaiming, reducing the variations in the properties of
the solid. However, the homogenization is far from being perfect and
variability in the properties of the solid are still expected due to the nature
of the granular solids. A specific case of interest takes place inside
metallurgical facilities in Brazil, where the sintering process is used.
Sintering takes sinter feed as the main raw input and produces sinter product.
The chemical and physical properties of the sinter feed presents
large variations due to the diversity of the production and the availability of
different production sites and suppliers Such variations cause operational
problems, so that corrections in the operational set-up are constantly required
to maintain the quality of the product. Furthermore, operational problems
become more relevant in facilities where batches of sinter feed from different
sources are stacked together, forming a single pile that is reclaimed to feed
the process. In this regard, knowledge of the magnitude of the variations
beforehand is a key information for the operation and planning of the process.
Efforts have been made to model the variations of the properties of the sinter
feed while being fed to the metallurgical process. A numerical method was
developed by the authors to model the stacking of the different batches of
sinter feed and the reclaiming of the previously formed stockpile. The
numerical method utilizes a volume discretization approach called voxelization
to discretize the volume of the pile and simulate the reclaiming operation.
This work present a specific case of study where the
modeling of the stacking and reclaiming operations was implemented and
validated using industrial data from a metallurgical operation in Brazil. The
objective of the study is the temporal prediction of the properties of the
sinter feed while it is reclaimed and fed into the sintering process. The
prediction is carried out by simulating the piling and reclaiming processes
that take place in a stockyard with the aid of the previously mentioned
numerical method. Each batch has been characterized previously by the supplier,
thus, the simulation links known information to predictions. The numerical
method used in this work is able to reproduce the
stockpiling and reclaiming processes and demonstrates to be able to give a fair
estimation of the different quality characteristics of the sinter feed while
being fed to the process.
LIST OF
ABSTRACTS AND INDEX
Jairo Paternina1,
Francisco Cabrejos2, David Craig1, Rogerio Ruiz3,
Corin Holmes4, Enes Kaya4
1Jenike & Johanson, Tyngsboro, Massachusetts, USA
2Jenike & Johanson, Viña del Mar, Chile
3Jenike & Johanson, Vinhedo, Brasil
4Jenike & Johanson, Belmont, WA, Australia
Stockpiles
are widely used in many mining plants, ports and industrial processes to handle
and store large quantities of bulk materials at rest. But they are not free of
issues and may experience different flow and safety problems related to
drainage and seepage. The purpose of this article is to highlight a simulation
technique using COMSOL to model the flow of liquids within a porous media, and
determine the final moisture retained in the bulk material after gravity
drainage. In addition, two real examples
of the application and usefulness of this approach are presented, including
experimental results of a drainage pipe test with wet salts developed by
J&J engineers, and the infiltration plus runoff of rainwater in iron ore
stockpiles.
LIST OF
ABSTRACTS AND INDEX
Monica
Tirapelle1, Silvia Volpato1 , Andrea
C. Santomaso1
1Dept. of Industrial Engineering, University of Padova, Padova,
Italy)
Particles of differing sizes under external
agitation typically segregate rather than mix. This phenomenon, which is
spontaneous and unavoidable in practice, represents an unending source of
frustration for the bulk chemical, pharmaceutical, agricultural and food
industries. In this work, we present a new continuum model aiming to develop a
continuum framework for the modelling and the prediction of size-driven
segregation in multidisperse granular mixtures. The magnitude of the
segregation velocity is based on the combination of kinetic sieving
(percolation) and squeeze expulsion mechanisms. Unlike the several formulations
already existing in the literature, the segregation model relies on
probabilistic assumptions combined to physical considerations in the
formalization of the kinetic sieving mechanism. Each particle has different
probabilities of falling into the underlying layer or remaining trapped in the
original cage. These probabilities are dependent on the particle size, local
diameter, packing density and magnitude of the local shear rate. As an effect
of percolation, the force imbalance in the granular medium, the particles can
also be squeezed upward in the upper layer. To solve the flow field of the
granular medium, we employed an existing rheological model previously proposed
by us, which is a generalized Newtonian model where the viscosity of the dense
granular medium depends on the granular temperature. The rheology of the solid
was fully coupled with the segregation equations. Such a continuum model was
used to simulate the size-segregation in ternary mixtures of coarse,
intermediate and fine particles (respectively 1.5, 2.4 and 3.4 mm), occurring
during the discharge from a blast furnace hopper. Simulations, carried out on a
commercial CFD code, were validated against independent experimental and DEM
simulation data taken from the literature In particular we considered ternary
mixture of particles combined in different proportions (5:24:71, 25:20:55,
25:30:45, 45:14:41 and 65:9:26 percent of fine, intermediate and coarse
particles respectively) and with different initial configurations (flat surface
or heap surface in the hopper). The comparison between model predictions and
literature data led to satisfactory results. Some discrepancies arose only at
the final stage of the discharge process. We found, however, that they were
mainly due to assumptions made on the wall-particle friction coefficient. We
found out also that the model can well predict the singly no-convex asymmetric
behavior of the flux function. The main advantages of the proposed segregation
model are that it is simple, it can be applied to mixtures made of any number
of discrete solid phases that differs by size and it is potentially applicable
to any geometry and flow configuration.
LIST OF
ABSTRACTS AND INDEX
Michael Denzel1,
Michael Prenner1
1Chair of Mining Engineering and Mineral Economics – Conveying
Technology and Design Methods, University of Leoben, Leoben, Austria
For most applications and following
processes an evenly distributed bunker outflow is desired in terms of particle
size. Various discrete element simulations were performed to analyze the
current state of an existing bunker used for storage of blast furnace sinter,
which is simply filled with a discharging belt conveyor. Great segregation
effects could be determined, which are mainly caused by the filling method and
further intensified by the core flow effect and bunker geometry effects.
Several concepts and devices to reduce segregation in bunkers were evaluated
using DEM. Therefore, the particle size distributions at the bunker outflow
were each compared with the current state without device. A solid
state material driven turbine is presented, which reduces segregation
effects during bunker filling and leads to a significant improvement while
discharging. The results show a more evenly distributed bunker outflow in terms
of particle size. As sinter is a very abrasive material, the wear at the
turbine has also been evaluated. Furthermore, the power output in this case and
the potential of energy recovery were investigated, which could be of interest
in many other applications. Additionally, the particle degradation at the solid state material driven turbine is evaluated in this
case. Therefore, a newly developed breakage model for DEM is used. The model is
based on the particle replacement method, combined with the voronoi
tessellation algorithm and replacement probabilities to achieve a high accuracy
in terms of fragment size distribution. The fragments are further breakable,
which also allows simulation of more complex conveying systems. The breakage
model is calibrated with a specially developed single particle impact tester,
which allows rapid analysis of breakage characteristics of bulk materials.
LIST OF
ABSTRACTS AND INDEX
Kerry Johanson1
1Material Flow Solutions, Gainesville FL, USA
Almost all products created in today's
marketplace are a mixture of unique ingredients and many of these products are
dry blends. Each ingredient has characteristics that are very different from
the other ingredients in the blend. Thus, segregation is a significant problem
with many of these mixtures. Segregation mitigation can be accomplished by modifying
the product or by modifying the process. Solving segregation issues from a
process point of view requires knowledge of the segregation pattern which can
be measured for any mixture. However, it also requires an understanding of the
velocity profiles in all pieces of the process equipment between the blending
step and the packing step. The mode of operation of each process step is
critical to preventing segregation. There are two modes of operation that
influence segregation, depending on the pattern of the segregation induced
during the filling process. In some process steps, the container is filled and
then emptied. Therefore, the segregation which occurs during the emptying cycle
must be known. In other process steps, the mode of operation is mostly continuous and the resulting segregation depends on the
residence time distribution of material passing through a key piece of process
equipment. In both cases, the velocity profile coupled with the segregation
pattern determines the variation of key components as they pass through the
handling system. Velocity profiles in a process depend on the geometry of the
process and on the bulk material flow properties. If flow properties are
measured, then mathematical theories such as the radial stress theory can be
employed to estimate the velocities in process equipment and compute residence
time distributions and segregation emptying profiles for fill-then-empty
processes – as well as semi-continuous processes. However, the basic
assumptions of the radial stress theory are limited
and many real processes do not conform to the assumptions behind the standard
theory. Therefore, the solids velocity profiles computed from the radial stress
theory may not be sufficient to describe segregation
profiles and residence time distributions for material leaving the process.
This work examines the relationship that external gradients such as non-radial
stress gradients or local gas pressure gradients in the process might have on
the solids velocity profiles in process equipment. The
work outlines calculations to compute velocities in bulk handling process
equipment subject to these gradients and then applies those velocities to the
calculation of segregation profiles. The ultimate goal and focus of the work is to relate the external force gradients to product
consistency. A new radial stress theory to include non-radial stress and gas
pressure gradients will be presented. Finally, the mass flow plots created by
Andrew Jenike and Jerry Johanson were used to determine velocity ratios in
process equipment, feeders stress loads, and even flow factors to describe
arching effects. However, they do not contain a segregation index that could be
used to determine what type of mass flow will give a certain degree of
segregation prevention. Therefore, as part of this work new mass flow plots
containing a segregation intensity number are generated for various nonradial
solid stress gradients, local gas pressure gradients, effective internal
friction angles, hopper angles, wall friction angles, and segregation patterns.
These tools can assist practicing engineers design process equipment to more
easily solve segregation problems.
LIST OF
ABSTRACTS AND INDEX
Maarten Jaspers1, Pauline H.M. Janssen1,
Bastiaan H.J. Dickhoff1
1Dept. of Innovation and Technical Solutions, DFE Pharma GmbH &
Co, Goch, Germany
The
pharmaceutical industry is currently undergoing a transition from batch-wise to
continuous manufacturing. This transition is driven by several benefits of
continuous processes such as improved efficiency, improved product quality and
increased flexibility for the scale of production. Continuous manufacturing is
also encouraged by regulatory bodies, as it is in line with the quality-by-design (QbD) paradigm for pharmaceutical
development. The main focus of
pharmaceutical continuous manufacturing is on oral solid dosage forms such as
tablets and capsules. The
production process of solid dosage forms generally starts by blending the active
pharmaceutical ingredient (API) with excipients. The addition of excipients is
required to improve processability of the API and to provide the final dosage
forms with desired properties. Blending of API and excipients is an important
unit operation, as uniform blending is required to ensure accurate dosing of
API in the final dosage form. Pharmaceutical powder blending is historically
performed in a batch process, which suffers from some critical limitations
including difficulty in scaling and flexibility, as batch size is determined by
blender dimensions. A continuous blending process resolves these issues, as the
amount of material is determined by process run time rather than blender size.
Although
continuous powder blending is gaining interest both in academic research and
the pharmaceutical industry, a direct comparison between batch and continuous
blending of API and excipients is lacking. So far, most studies on continuous blending have been restricted to a particular material or formulation, even though powder
material properties can have a large impact on mixing performance. In the
current study, we show the advantage of continuous powder blending for
API-excipient blends based on different functional excipients. Batch-wise and
continuous powder blending are directly compared for combinations of six
different excipients and two API's. Furthermore, blending is performed at
varying API dosages and blending times. The excipients and API's used cover a
broad range of relevant powder material properties such as particle size,
morphology, density and flowability.
Blend uniformity analysis reveals how excipient
properties, API dosage and blending time affect blend uniformity in both a
batch and continuous process. Blends prepared in a batch process show a strong
dependence of uniformity on material properties such as bulk density and
flowability. Matching the material properties of the individual components and
good powder flowability are key factors that determine blending performance in
a batch process. For the continuous process on the other hand, the effect of
material properties on blending performance is less pronounced. The continuous
process is capable of producing uniform blends, even
when the material properties of excipients and API are vastly different.
Blending performance of the continuous process does show a minor dependence on
powder flow and API dosage. Overall, the results presented here show that continuous powder blending
is a robust process that is suitable for a variety of pharmaceutical
excipients. This greatly reduces the complexity of excipient selection for
continuous manufacturing of solid dosage forms.
LIST OF
ABSTRACTS AND INDEX
Tiago Morais1,
Philipp Tretow1, Lars Orzelkiewicz1, Gilles Campagnola2,
Alexandra Schmedt1
1ENVEA Process SchlingenGermany
2 ENVEA Spa Verano Brianza Italy
Cement production is a well-known process
which is involving different raw materials in order to have an
high quality product at the end of the process. High end cement products are
coming from precise mixing ratio of different elements before high temperature
phase. Achieving a good mixing step for production process leads to advantages
in a wider range than a good final product. Typically, it avoids losses of
batches and material, maintenance issues or optimization of the raw materials.
All those points are strongly related to an economic aspects
in term of cost reduction for wrong batches or maintenance issues. Typically,
gravimetric systems like scales and baffle plates are used to give a feedback
on the process in order to regulate mixing ratios.
These systems are mechanical and take up a lot of room in the plant. One
solution that can be adopted is using an online measuring device without moving
parts; the ENVEA MaxxFlow
A silo plant was built at a cement plant.
Three silos are filled differently.
Silo 1: cement
Silo2: fly ash
Silo3: white fine lime
The feed mixer flow is controlled by a
dosing valve. This valve is feedback controlled by the ENVEA Maxx Flow. The
mixer screw transports the material to a bucket elevator. The bucket elevator
conveys the material upwards into a further transport screw and then into a
truck which stands on a truck scale. Each device is calibrated with its related
material for a “taylor made” configuration both on materials and flow range
increase reliability and precision. The advantages on the plant side are at
different levels; from the stability of the mixture to the information if one
material is properly fed, from reduce maintenance to space saving.
LIST OF
ABSTRACTS AND INDEX
Daniel Puckhaber1,2,
Arno Kwade1,2, Jan Henrik Finke1,2
1Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
2Center for Pharmaceutical Engineering (PVZ), TU Braunschweig,
Braunschweig, Germany
The industrial production of pharmaceutical
tablets is mostly carried out with rotary tablet presses which apply paddle
feeder to enhance the powder flow into the dies. However, in addition to
improving the filling yield, the shear forces acting due to the rotating paddle
can lead to various negative effects. Besides particle abrasion,
overlubrication of formulations is of particular importance.
Overlubrication is the excessive distribution of lubricant particles, which
deagglomerate due to shear stress. This excessive distribution exacerbates
undesirable effects that occur when lubricants are added internally,
particularly tablet tensile strength reduction. Although overlubrication is a
known risk in the use of paddle feeder, no comprehensive model description of
the underlying processes is available to date. In this study, the influence of
different paddle speeds on the compactibility was systematically investigated
and a model was developed to describe the kinetics of compactibility loss as a
function of residence time in the paddle feeder. Binary mixtures of
microcrystalline cellulose and magnesium stearate were used as model
formulations. In order to evaluate the influence of
the formulation parameters on the sensitivity of the formulation with respect
to overlubrication, magnesium stearate grades with widely differing specific
surface areas were also used. The mathematical model developed was proven to
accurately describe the kinetics of strength degradation as a function of
residence time. The model was adapted based on the equation of
Ryshkewitch-Duckworth [1] and in this new form allows a prediction of the
tablet strength as a function of the process parameters over the entire process
time. In addition, characteristic parameters could be derived to compare the
kinetics of the different formulations and to investigate the influence of the
materials used. It was shown that the relative strength decrease depends
significantly on the paddle speeds and that there are only minor differences in
the kinetics for different lubricant concentrations. Furthermore, significant
differences in the kinetics of strength loss for different lubricants were
found, indicating considerable differences in the deagglomeration behavior of
the magnesium stearate grades used. The results obtained in this work allow a
quantitative description of the overlubrication in paddle feeder and thus,
represent a useful extension of the existing process understanding in
tableting. Building on the obtained results, the developed model is to be
applied to industrially relevant formulations and, if necessary, further
developed so that a quantitative prediction of the strength loss of tablets due
to the paddle feeder passage can be prospectively made on the
basis of rapidly accessible raw material data. [1] Ryshkewitch, E.,
1953, Journal of the American Ceramic Society 36, 65-68.
LIST OF
ABSTRACTS AND INDEX
Karl Vorländer1,2, Arno Kwade1,2, Jan Henrik
Finke1,2, Ingo Kampen1,2
1Institute for Particle Technology, Technische Universität
Braunschweig, Braunschweig, Germany
2Center of Pharmaceutical Engineering (PVZ), Technische Universität
Braunschweig, Braunschweig, Germany
Producing tablets with living
microorganisms is of special interest for the administration of probiotic
microorganisms. These microorganisms provide health benefits to the patient
when administered in viable form and adequate doses. Understanding the
influence of different process steps, their specific process parameters and
formulation aspects is crucial for improving the quality of probiotic tablets,
especially with regard to microbial survival.
Different drying technologies can be used
to dry microorganisms preserving their viability. In this study, fluidized-bed
granulation was used to dry microorganisms at comparatively mild temperatures.
A yeast cell suspension (Saccharomyces
cerevisiae) enriched with protective additives was sprayed on typical
tablet fillers and binders (dicalcium phosphate (DCP, DICAFOS A150, Chemische
Fabrik Budenheim), isomalt (ISO, GalenIQ 721, BENEO), lactose (LAC, Granulac
70, MEGGLE) and microcrystalline cellulose (MCC, Vivapur 102, JRS Pharma)) to
produce granules with dried microorganisms, which were tableted subsequently.
The tablets were characterized regarding porosity, tensile strength and cell
survival.
In general, compressibility and
tabletability were improved in comparison to the pure fillers/binders, whereas
compactibility was reduced during granulation. Exceptions to these phenomena
were the compactibility of LAC and the tabletability of MCC. This could be
explained by the carrier-specific deformation properties. During the
granulation, the surface is covered with yeast cells and protective additives
reducing the attractive forces and thus leading to the decreased
compactibility. The compactibility of LAC seems to be lower than that of the
dried formulation of yeast cells with protective additives, so the
compactibility was improved when it was layered on the lactose particles. The
observed reduction in tabletability of MCC granules is comparable to the
susceptibility to lubricants due to the different deformation mechanisms. While
MCC particles mostly deform plastically, mainly brittle fragmentation occurs
for the other materials. In the latter case, newly formed surfaces are free of
yeast cells or protective additives, so that these do not impair bond formation
as in MCC.
A strong influence of the compression
stress on the yeast cell viability was obvious. The higher the compression
stress, the worse the survival rate as cells were mechanically destroyed. This
is directly linked to the porosity as a decreasing porosity is accompanied by
lower survival rate. Interestingly, the survival rate for LAC was significantly
higher than for the other materials at the same porosity. Due to the low
intra-particulate porosity of LAC crystals compared to agglomerated other
materials, a higher inter-particulate porosity was present in LAC tablets,
giving space to accommodate the yeast cells. Due to the different
tabletabilities especially of MCC and LAC, the combination of both quality
attributes survival rate and tensile strength suggests that both materials seem
equally suitable for the considered process chain.
LIST OF
ABSTRACTS AND INDEX
René
Rösemeier-Scheumann1,2, Jan Henrik Finke1,2,
Ulrich Bobe3, Annabel Bozon3, Arno Kwade1,2
1Institute for Particle Technology (iPAT), TU Braunschweig,
Brunswick, Germany
2Center of Pharmaceutical Engineering (PVZ), TU Braunschweig,
Brunswick, Germany
3Department of Science & Technology, Nestlé Product Technology
Centre, Singen, Germany
The
compacting of powders is a process used to convert powdery materials into a
suitable form for industry and customer needs, whereat the properties of
resulting food compacts depend on the complex interplay of material,
formulation and process parameters. Due to the high number of different
materials and property variations, a general classification system of
mechanical characteristics must be established to generalize this knowledge
derived from experiments, which is supported by numerical simulations of the
compaction process to understand underlying micro processes. Through the
synergy of all three material, formulation and process parameters, property
models shall be established to describe the entire compaction process to
accelerate the whole development and production process in case of formulation
adaption.
In this
work, the influence of significant components on the final compact properties
are investigated, especially taking the effect of varying moisture content into
account. In addition to the dominating product property tensile strength, glass
transition temperatures (Tg) of formulations of crystalline and
amorphous components are determined by differential scanning calorimetry (DSC)
to elucidate their effect on compaction processes.
The results
pronounce the different extents of the influence of moisture content on the
deformation behavior and resulting strength of the compacts of different
component classes. The systematic comparison of compaction results of the
individual components with those of specific formulations enable the derivation
of essential rules of mutual influence. DSC measurements support the effect of
Tg on the compaction results and clarify blend behavior based on the
mixing ratios of crystalline and amorphous components.
LIST OF
ABSTRACTS AND INDEX
Kostas Giannis 1,2,*, Carsten Schilde 1,2,
Jan Henrik Finke 1,2
and Arno Kwade 1,2
1Center of Pharmaceutical Engineering (PVZ), Technische Universität
Braunschweig, Franz-Liszt-Str. 35A, 38106 Braunschweig, Germany
2Institute for Particle Technology (iPAT), Technische Universität
Braunschweig, Volkmaroder Str. 5, 38104 Braunschweig, Germany
*Correspondence:
k.giannis@tu-braunschweig.de; Tel.: (+49-531-391-65554)
The purpose of this work is to simulate the powder compaction of
pharmaceutical materials at the microscopic scale in order to
better understand the interplay of mechanical forces between particles, and to
predict their compression profiles by controlling the microstructure. For this
task, the new framework of multi-contact discrete element method (MC-DEM) was
applied. In contrast to the conventional discrete element method (DEM), with
MC-DEM interactions between multiple contacts on the same particle are now
explicitly taken into account. A new adhesive
elastoplastic multi-contact model invoking neighboring contact interaction was
introduced and implemented. The uniaxial compaction of two microcrystalline
cellulose grades (Avicel® PH 200 (FMC BioPolymer) and Pharmacel® 102 (DFE
Pharma)) subjected to high confining conditions was studied. The objectives of
these simulations were: (1) to investigate the micromechanical behavior; (2) to
predict the macroscopic behavior; and (3) to develop a methodology for the
calibration of the model parameters needed for the MC-DEM simulations. A
two-stage calibration strategy was followed: first, the model parameters were
directly measured at the micro-scale (particle level) and second, a meso-scale
calibration was established between MC-DEM parameters and compression profiles
of the pharmaceutical powders. The new MC-DEM framework could capture the main
compressibility characteristics of pharmaceutical materials and could
successfully provide predictions on compression profiles at high relative
densities.
LIST OF
ABSTRACTS AND INDEX
Jiawei Hu, Chuan-Yu
Wu*
Department of
Chemical and Process Engineering, University of Surrey, Guildford, U.K.
*Corresponding
author: Prof. Chuan-Yu Wu, Email: c.y.wu@surrey.ac.uk
Understanding the effect of material
properties, interfacial properties and structure of the agglomerate on the
strength of agglomerates is critical in many processes. For instance, for
manufacturing of pharmaceutical tablets and pellets with dry granulation,
understanding the relationship between the tablet properties and the properties
of granules is critical in controlling the granulation behaviors, and the
tablet properties (e.g. tensile strength and density distribution) is
determined by the material properties of feed powders, interfacial properties
between particles and the process condition, which determine the structure of
the tablet. This study aims to study the dependence of the tensile strength of
pharmaceutical annular tablet on surface energy and inner diameter, for which three-dimensional
discrete element modelling (DEM) with a cohesive particle model based on the
JKR theory was performed. Diametrical compression tests with specimens of
different inner diameters and surface energies were modelled by DEM, as shown
in Figure 1(a). It was found that there is a strong correlation between the
tensile strength with the surface energy and inner diameter of specimens. In
Figure 1(b), the maximum loads on the compression wall increase with the
surface energy and hence lead to the tensile strength grow with the increasing
surface energy. In addition, for specimens with the same outer diameter and
thickness, the annular tablet with larger inner diameter has a smaller tensile
strength than these with smaller inner diameter, as shown in Figure 1(c).
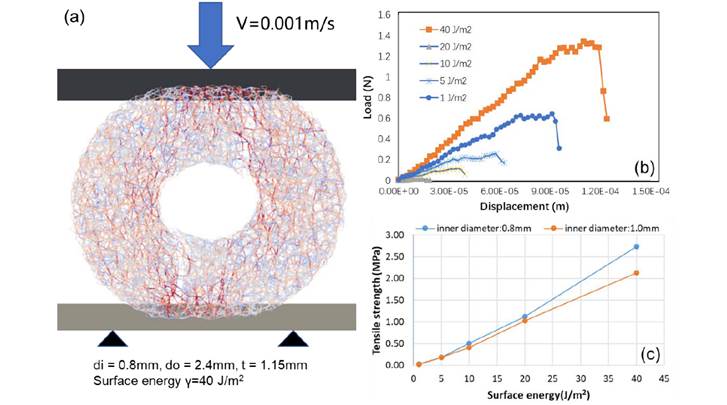
Figure 1. (a) Typical
breakage pattern and force chain for annular tablet during diametrical
compression; (b) Load-displacement curve during diametrical compression; (c)The
variation of tensile strength with surface energy at different inner diameter
LIST OF ABSTRACTS AND INDEX
Ann Kathrin Schomberg1,2,
Jan Henrik Finke1,2, Arno Kwade1,2
1Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
2Center for Pharmaceutical Engineering (PVZ), TU Braunschweig,
Braunschweig, Germany
Rotary tablet presses are used for the
industrial production of pharmaceutical tablets. The filling of dies is one of
the quality-determining sub-processes, since it determines the dose as well as
the uniformity of the mass and the active ingredient. In addition, with varying
weight, different compression forces act, so that the resulting tablet
properties, such as the breaking strength and porosity, also do not correspond
to the specifications. To achieve complete and consistent die filling, certain
process parameter combinations have to be set
depending on the material properties of the formulation. In
order to enable a model-based description of the filling process in the
future and thus reduce the time required for cost-intensive process
development, an indepth understanding of the material influence is necessary.
In this study, the die filling of pharmaceutical excipients with different bulk
and solid densities and varying flow properties was investigated on rotary
tablet presses with different scales (pilotscale: XL 100, production-scale: XL
400, X 3 (Korsch AG). The suction angle of the fill cam, which causes the
formation of a temporary vacuum during suction filling, was varied on the
pilot-scale rotary press. For comparison of the materials, the filling time was
taken into account to calculate the volume flow rate
into the dies for a given paddle speed. Comparisons with larger rotary presses
(XL 400, X 3) showed that the volume flow rate provides a good basis for the
model description. Thus, the volume flow necessary for complete filling can be
calculated across scales and the required paddle speed can be determined.
Despite the reference to the bulk volume, influences of the different materials
were still evident. These could be attributed to the different flow properties.
Furthermore, a positive correlation with increasing vacuum levels was
demonstrated.
LIST OF
ABSTRACTS AND INDEX
Mohammadreza Alizadeh Behjani1, Chao
Zheng1, Omar M Ismail1, Edward Yost2, Ariel
Muliadi2, Chuan-Yu
Wu 1
1School of Chemical and Process Engineering, University of Surrey,
Guildford, UK
2Small Molecule Pharmaceutical Sciences, Genentech, South San
Francisco, USA
Die
filling is one of the most critical stages during tableting processes in the
pharmaceutical industry. Gravity die filling is the process of delivering
powder into a die taking the advantage of its weight. This process can be
generally performed by moving a feed shoe on top of a die. The die filling
performance depends on many parameters, including the feeder type, the
operational conditions, and powder properties.
In
this study, DEM (Discrete Element Method) modelling is performed to explore the
relationship between particle adhesion and gravity die filling quality in a
linear die filling system fitted with a Huxley Bertram forced feeding
shoe (HB system). The standard VIVAPUR® MCC Spheres 350 powder is used in the
simulations as the model powder, and the DEM input parameters are selected
based on the experimental measurements and the numerical calibration. Rocky 4.5
DEM software is utilised to simulate the die filling process. To do so,
suitable contact models are used to take account of the particles' collisions
and adhesion during the process.
Using
the DEM simulations, the effect of particle adhesion on the performance of the
die filling is investigated at various feeder speeds and stirrer rotational
velocities. It is observed that increasing the powder
cohesion leads to a less efficient die filling, i.e., the fill ratio decreases
with a logarithmic fashion as the Cohesion number increases. The results also
show that stirring the powder bed facilitates the die filling process,
especially when the powder is highly cohesive.
LIST OF
ABSTRACTS AND INDEX
Lara Stein1,2,3,
Sonja Bauhuber3, Gernot Warnke3, Jan Henrik Finke1,2
1Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
2Center of Pharmaceutical Engineering, TU Braunschweig, Germany
3JRS PHARMA GmbH & Co. KG, Rosenberg, Germany
gernot.warnke@jrspharma.de;
jan.finke@tu-braunschweig.de
The
protection of sensitive active pharmaceutical ingredients (APIs) against
gastric conditions or the protection of the stomach against the API frequently
requires enteric coating of dosage forms. The application of multi-unit pellet
systems (MUPS), which comprise coated pellets in a solid, monolithic dosage
form, adds the advantage of a quicker and less filling-dependent passage of the
stomach and by that onset of effect.
As tablets
are the most convenient dosage form for most patients, the compression of
pellet blends to tablets is the most popular approach. However, due to the
stresses necessarily applied during compaction, the functional coating of the
pellets may be damaged. This is caused by the stress distribution through the
external phase (e.g. filler, binders, disintegrant) to the pellet surface in
combination with the deformation behaviour of the pellets themselves and the
mechanical properties of the film coatings on these pellets. The latter
properties of the coating can be influenced by coating formulation, coating
process conditions causing specific changes in coating structure, and the
applied coating thickness or weight gain.
In this
study, the effect of coating thickness of an enteric pellet coating and the
protective potential of cushioning coatings applied as outermost layer on the
pellets are evaluated. It is shown that the susceptibility of the pellet
coating towards compression stresses is dependent on the coating thickness of
the enteric layer. The thicker the coating, the higher the resistance towards
mechanical stresses and, by that, the lower the undesired immediate release of
(model) API under gastric conditions. The addition of an additive outer layer –
a so-called cushioning coating – on the enteric layer can shield it from the
mechanical stresses to a certain extent. By that, the enteric coating thickness
can be reduced to less than half of the of the best-performing sole enteric
layer, while still performing better, especially at lower compaction stresses.
This
protective and economic effect of the cushioning layer is independent of its
filling material (titanium dioxide or microcrystalline cellulose) and also independent of the outer phase composition.
Regarding the latter, cushioning-coated pellets perform equally well in either
microcrystalline cellulose or dicalcium phosphate outer phase. Also, at single
pellet scale, the improved resistance of the pellet coatings could be proved by
micromechanical testing and scaled to tablet compaction results.
LIST OF
ABSTRACTS AND INDEX
Alessandra Hausmann1,
Britta Buck2, Lukas Blesinger2, Frank Kleine Jäger2,
Daryl Williams3
1Department for Materials, Imperial College London, London, UK
2BASF SE, Ludwigshafen, Germany
3Department for Chemical Engineering, Imperial College London,
London, UK
Storage and transport conditions such as
temperature and humidity can have a wide range of effects on the physical
properties of powders such as loss of pharmaceutical potency, food spoilage and
powder caking. Powder caking is the undesirable process of a powder forming
agglomerates, referred to as “cakes”. Industrial methods of determining caking
conditions are often time-consuming, require large sample volumes and provide
little scientific insight. However, current analytical techniques rarely
represent “real-world conditions” and may provide inaccurate data when compared
to the storage and transport lifetime of the powder sample.
We have developed a novel characterization
method for assessing the role of humidity in caking, allowing for in-situ
measurements of powder flow while exposed to a tunable environment of
humidities. It is faster than current industry standards and correlates to
common methods used. The technique uses commercially available equipment such
as the FT4 Powder Rheometer, correlates to common experimental methods used in
solids handling industries and is easily reproducible due to its modular
design. Among other parameters, the instrumental setup measures flowability
energy, as a function of relative humidity. Powder flow energy is a measure for
a powder's resistance to flow. Parameters that influence powder flow energy
include particle size, shape, cohesivity, density, elasticity and electrostatic
charge.
To further understand the interaction of
relative humidity with the studied powders and the mechanism of caking,
supporting DVS (Dynamic Vapor Sorption) experiments were performed. DVS is a
gravimetrical analysis tool that measures a materials uptake of water vapour
and potentially a variety of other gases while allowing tight control over the
temperature in ranges typical for industrial storage and transport (10-50°C),
(0-95% RH). We were especially interested in equilibrium sorption capacities
and the kinetics of the water uptake. DVS can be combined with Raman and near
IR spectroscopy to provide insight in phase transitions, swelling behaviour and
deliquescence of materials.
Our measurement protocol is designed to
assess caking conditions, but the flexibility of the setup has the potential to
be utilized more broadly for determining the moisture-induced change in powder
rheology. This way of characterization can be used for a wide range of powders
differing in crystallinity, morphology and chemical structure.
LIST OF
ABSTRACTS AND INDEX
Helio Pereira1,
Phillipe Rocha2, Antonio Peres3
1 Iron Ore Agglomeration, Sintering and Pelletizing Consultant, Belo
Horizonte, Brazil
2 Technical Marketing Specialist, Anglo American, Singapore,
Singapore
3 Dept. of Metallurgical and Materials Engineering, Federal
University of Minas Gerais, Belo Horizonte, Brazil
With the progressive deterioration in iron
ore quality worldwide, steelmakers need to seek alternatives to mitigate the
deficiency of this raw material. Investments in the use of high
grade concentrate and the application of pre-agglomeration technologies
are alternatives to make up for this deficit. As a possibility to avoid such
high investment, the motivation for this study was to compare the behavior of
pellet screenings, undersize product of sieving burned pellets at 6.35 mm, with
current natural sinter feed available in the market. Pellet screenings presents
advantages such as low alumina and silica contents, in addition to low loss on
ignition (LOI) and suitable particle size distribution. Sintering tests were
performed at the SGA (Studiengesellschaft für Eisenerzaufbereitung) laboratory
in Germany to evaluate the performance of this product when added to typical
sintering mixtures used in Western Europe. The test results showed gains in the
chemical, physical and metallurgical quality of the sinter produced. Keywords:
Pellet screenings; Sintering process; Sinter feed; Iron ore mixtures
LIST OF
ABSTRACTS AND INDEX
Timo Plath1*,
Carolin Korte2, Rakulan Sivanesapillai2, Thomas Weinhart1
1 Multi-Scale Mechanics, TFE, ET, MESA+, University of Twente, P.O.
Box 217, 7500 AE Enschede, The Netherlands
2 Process Technology Development, Engineering & Technology, Bayer
AG, 51368 Leverkusen, Germany
t.weinhart@utwente.nl;
carolin.korte@bayer.com; rakulan.sivanesapillai@bayer.com *Correspondence
t.plath@utwente.nl; Tel.: +31-53-489-3997
Twin-screw wet granulation is a crucial
unit operation in shifting from pharmaceutical batch to continuous processes,
but granulation kinetics as well as residence times are yet poorly understood.
Experimental findings are highly dependent on screw configuration as well as
formulation, and thus have limited universal validity. In this study [1][2], an
experimental design with a repetitive screw setup was conducted to measure the
effect of specific feed load (SFL), liquid-to-solid ratio (L/S), and inclusion
of a distributive feed screw on particle size distribution (PSD) and shape as
well as residence time distribution of a hydrophilic lactose/microcrystalline
cellulose based formulation. An intermediate sampling point was obtained by
changing inlet ports along the screw axis. Camera-based particle size analysis
(QICPIC) indicated no significant change of PSD between the first and second
kneading section, except for low L/S and low SFL where fines increase. Mean
residence time was approximated as a bilinear fit of L/S and SFL. Moreover,
large mass flow pulsations were observed by continuous camera measurements of
residence time distribution and correlated to hold-up of the twin-screw
granulator. These findings indicate fast granulation kinetics and process
instabilities for high mean residence times, questioning current standards of
two kneading compartments for wet granulation. The present study further was
designed for simplified process modeling. Due to the repetitive screw design
discrete element simulations can be performed efficiently and a population
balance model can be coupled without simulating the whole screw setup.
Moreover, residence time distributions will help in calibration of such models.
Future work on this study will consist of developing a discrete
element/population balance multiscale simulation approach which is able to
include particle dynamics via coarse graining. Keywords: Agglomeration and
Granulation, Multiphase flow and fluidization, Computational modeling
References: [1] T. Plath, C. Korte, R. Sivanesapillai, T. Weinhart, Parametric
Study of Residence Time Distributions and Granulation Kinetics as a Basis for
Process Modeling of Twin-Screw Wet Granulation, Pharmaceutics. 13 (2021). [2]
T. Plath, C. Korte, R. Sivanesapillai, T. (Thomas) Weinhart, Dataset as a basis
for process modeling of twin-screw wet granulation: A parametric study of
residence time distributions and granulation kinetics, (2021).
https://doi.org/10.4121/14248433.v1.
LIST OF
ABSTRACTS AND INDEX
Maike Orth1,
Swantje Pietsch-Braune1, Stefan Heinrich1
1 Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
The fluidized bed granulation or coating
process is applied for the production of high-quality
granular solids in various industries, including for example the food,
pharmaceutical or chemical industry. The strong dependence of the granule
properties on the overall process conditions allows the production of
tailor-made particles for distinct and innovative applications. To design the
process in such a way, that the desired product requirements for a specific
application are matched, it is essential to understand, how the three phases –
fluidization gas, solid particles and liquid droplets – interact with each
other. For this, the transport processes and different micro mechanisms
happening within the fluidized bed are of great importance. To investigate this
connection between the process configuration, the phenomena taking place on the
interfaces of the three phases and the structure of the resulting product and
to integrate these interactions into simulation cases, coating experiments are
performed in a lab-scale fluidized bed (Glatt, Germany). Depending on the
materials, different micro processes can occur and be more or
less pronounced. After the injection of a solution for example, crystal
structures can be observed on the surface of the product particles. In case of
a suspension as a spray liquid on the other hand, crystallization does not
occur. The coated particles are analyzed regarding their surface structure via
confocal laser scanning and scanning electron microscopy in
order to identify the phenomena that were involved in the formation of
these structures. Since the characteristics of the injected droplets are a key
part in the coating process, additional measurements of the spray cone angle at
different spray parameter combinations are carried out, showing that the cone
angle depends on the spray air pressure and liquid viscosity, among others.
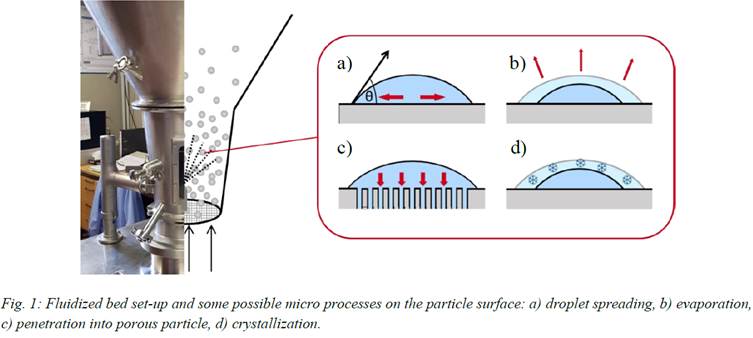
We gratefully
acknowledge financial support from the German Research Foundation (DFG) via the
graduate school GRK 2462 (project no. 390794421).
LIST OF ABSTRACTS AND INDEX
Kathrin Kramm1,
Jana Kammerhofer2, Vincent Meunier3, Swantje
Pietsch-Braune1, Stefan Heinrich1
1Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
2Nestlé Product Technology Center Dairy, Konolfingen, Switzerland
3Nestlé Research, Lausanne, Switzerland
Food products in powder form are widely
produced industrially due to advantageous properties including easy
preservation, weighing, processing, transport and storage. Milk powder in particular has numerous applications in various products,
but a growing number of consumers are tending towards plant-based alternatives.
The plant-based milk powder investigated in the project, consisting of oil,
sugar, plant protein and soluble fiber source, exhibits to lump formation upon
reconstitution. This lump formation is most likely correlated with the powder
bulk structure as well as the viscosifying and swelling properties of the plant
ingredients.
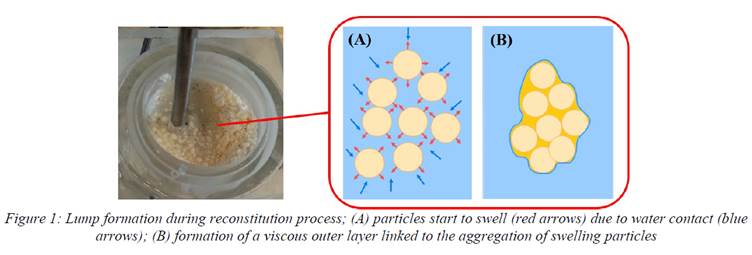
For more efficient wetting behavior and
facilitated water penetration due to capillarity between individual particles,
the fine food powders are often agglomerated. The agglomeration enables defined
reconstitution behavior, stability and flowability. To design targeted particle
structure, fluidized bed processing is used by fluidizing the solid material
with an upward gas flow and spraying water forms liquid bridges when the
particles collide before drying. The solvent evaporates as the drying occurs and
a solid bridge binds the particles together. In order to
obtain an optimized agglomerated structure of plant-based milk powder for
subsequent applications, the influence of material properties on the formation,
structure and qualities of the agglomerated powder has to be investigated. The
material characteristics have to be examined in
dependency of the water content and temperature at different formulations due
to the complex powder composition consisting of partially amorphous components.
Since the supra-molecular structure of the individual components determines the
behavior of the entire formulation. The study allows to further understand the
micro and macro mechanisms of food particle agglomeration containing increased
quantities of plant protein and fibers. The macro mechanisms are investigated
by experiments in a laboratory-scale fluidized bed (Glatt, Germany). Thereby,
the process parameters have to be selected in such a
way that an agglomerate structure is formed which exhibits advantageous reconstitution
properties.
LIST OF
ABSTRACTS AND INDEX
Benjamin Glasser1, Elaheh
Ardalani2, William Borghard1,
Alberto Cuitino2
1Dept. of Chemical and Biochemical Engineering, Rutgers University,
Piscataway NJ, USA
2Dept. of Mechanical and Aerospace Engineering, Rutgers University,
Piscataway NJ, USA
Rotary
kilns and calciners are commonly used in the chemical, metallurgical, and
catalyst manufacturing industries. Their practicality is evident in their
ability to simultaneously mix and heat material as part of a manufacturing
process involving the drying or calcination of solids. Powder flow and heat
transfer in rotary calciners and dryers are difficult to predict, which can
result in reduced product quality. Calcination and drying are also known to be
extremely energy intensive processes and calcination alone is estimated to
consume around 3% of the world's energy. An ongoing challenge is the scale-up
of calcination and/or drying in rotating drums from the laboratory and pilot
plant scales to the manufacturing scale. Developing such fundamental
understanding of rotary calcination and drying can improve product quality and
cut energy and material costs. Our research seeks to provide a methodology for
scale-up through understanding of the effects of material properties, operating
conditions and calciner/dryer size on the rate and uniformity of heat transfer.
Baffles
or flights are often introduced on the walls of the drum in
order to improve the rate and uniformity of heat transfer of the powder
bed. However, the introduction of baffles is usually done using a
trial-and-error approach as there is not a good understanding of how the baffle
properties affect the rate of heating of the powder. In this work we carry out
DEM simulation of heat transfer in a rotary kiln in order to
investigate the effect of baffles on the rate and uniformity of heat transfer.
We also investigate drums of different sizes in order to
develop an understanding of scale-up.
In
general, the heat transfer mechanisms include conduction through the solid,
conduction through the contact area between particles, conduction through the
interstitial fluid, convection by the fluid, radiation between the
surfaces of particles and drum, and radiation between neighboring voids. At low
temperatures (less than about 700K) and in the absence of highly conductive
flowing fluid this results in a low Biot number (Bi = hd/k < 1),
where h is the heat transfer coefficient of the gas, d is the size of the
particles, and k is thermal conductivity of the particles, and the rate of heat
transfer is dictated mostly by the thermal conduction through particle
contacts. We used the non-linear spring-dashpot Hertz–Mindlin particle contact
model which was coupled with heat conduction though particle contacts in our
simulation. The extent of heat conduction was based on the overlap between
particles. Operating conditions were altered by adjusting the following
variables: particle fill level (3%-30%), drum size (15cm-120cm), three baffle
sizes, number of baffles (0-16), and the speed of rotation (1rpm-30 rpm).
We
observed that the simulation results can be categorized based on the ratio of
the baffle height to bed depth and we introduced an optimum condition for
adding baffles. A model was proposed to estimate the heating time for particles
as a function of the number and size of the baffles for different operating
conditions and particle properties, thus providing a method to predict heating
in a rotary drum with baffles.
LIST OF
ABSTRACTS AND INDEX
Denis Schütz1, Helena Weingrill1
1R&D Rheology (Anton Paar Gmbh, Graz Austria)
While
the behaviour and mechanical coefficients of solids under the influence of
temperature is well understood, how this translates to their behaviour when in
the form of particulates is not studied in great depth. [1]
In
this study, we will show both cryogenic as well as high-temperature
measurements exploring the different ways that temperature influences the
behaviour of bulk solids using dedicated measurement equipment.
The
talk will focus on examples and strategies employed to solve industry centric
practical problems. All of these effects have their
distinct signatures upon the flow behaviour and of course, play a major role in
their caking behaviour. Both the data, their influence upon silo and hopper
design as well as interpretations of the underlying mechanisms will be shown.
Special
focus will be given on the low temperature interactions, as these are the least
understood and studied; here we will intersect specific points such as
softening points and glass transition points from Dynamic Mechanical Analysis
(DMA) and show their influence (or lack thereof). Finally, several possible
thermal screening methods for using a ring shear tester will be presented and
their respective merits and disadvantages discussed.
REFERENCES
[1]
Tomasetta, Igino, Diego Barletta, and Massimo Poletto. "Correlation of powder flow
properties to interparticle interactions at ambient and high
temperatures." Particuology 12 (2014): 90-99.
LIST OF
ABSTRACTS AND INDEX
Aurélien Neveu1,
Geoffroy Lumay2, Filip Francqui1
1Granutools SPRL, Awans, Belgium
2GRASP laboratory, CESAM research center, University of Liege, Liege,
Belgium
Many parameters are influencing the
behavior of powers such as steric repulsion, friction forces, cohesive forces
and interaction with the surrounding gas. Both the surface state (rough or
smooth surface) and the chemical nature of the grains influence the friction
forces. Cohesive interactions may be due to the presence of liquid bridges,
electrostatic charges, van der Waals interactions or more rarely magnetic
dipole-dipole interactions. Environmental conditions can modify the
predominance of these grain interactions. Indeed, moisture is known to
influence both surface grains conductivity and capillary bridges formation
leading to a modification of the static and dynamic behavior. Moreover, empirical
observation seems to indicate that the temperature is affecting the interaction
between the grains as well as grain breakage behavior. Precisely controlling
the powder temperature during a process requires costly equipment and is almost
impossible for large production facilities. Seasonal changes and production in
different sites over the globe induce unavoidable variations of the
environmental conditions at which the powder is processed. Therefore,
understanding the influence of temperature on powder behavior is of great
interest to predict a decrease in process performance and elaborate optimal
processing conditions. However, previous studies have focused on processes that
involve high temperature and mainly considered the influence of temperature on polymer[1] and metal powders[2]. In the present study, we
explore the influence of temperature on the packing dynamics of common food and
excipient powders. A novel characterization method allowing to accurately
investigate the packing dynamics at different temperatures is presented. We
show that even low variation of temperature leads to significant changes in the
powder packing dynamics. The importance of evaluating the effect of temperature
even for processes that do not involve powder heating is thus highlighted.
Furthermore, we observe that the Hausner ratio, the common measure extracted
from tapped density analysis, is not suitable to account for slight
modifications of the powder properties at low variations of temperature. These
new results are expected to motivate the development of future investigations
to better understand the underlying physical mechanisms that lead to important
changes in powder flowability due to temperature.
[1] G. Lumay, F.
Francqui, C. Detrembleur, N. Vandewalle, Adv. Powder. Technol.
31, 4428- 4435 (2020)
[2] L. C. Wei, L. E. Ehrlich, M. J.
Powell-Palm, C. Montgomery, J. Beuth, J. A. Malen, Addit. Manuf. 21, 201-208
(2018)
LIST OF
ABSTRACTS AND INDEX
Pablo
García-Triñanes1,2, Diego Barletta3, Massimo Poletto3
1Materials and Chemical Engineering Group, School of Engineering and
the Built Environment, University of Greenwich, Chatham Maritime, UK
2Wolfson Centre for Bulk Solids Handling Technology, School of
Engineering and the Built Environment, University of Greenwich, Chatham
Maritime, UK
3Dipartimento di Ingegneria Industriale, Università
degli Studi di Salerno, Via Giovanni Paolo II, 132, 84084 Fisciano (SA), Italy
*
Corresponding author email: p.garciatrinanes@gre.ac.uk
Gas-solids fluidised beds have been widely used
in the process industries, due to their excellent mixing and heat and mass
transfer performance. Recent thermal energy storage applications require high
temperature operation to improve the throughput and controlling powder
flowability in these systems is of paramount importance [1,2]. Despite the
considerable studies of flow properties performed on ambient temperature
fluidised beds, understanding the effect of elevated temperature on flow
characteristics and regime transition is still quite insufficient, due to the
difficulties in measurements of high-temperature fluidisation systems. In this
research, powder measurements using Silicon carbide –SiC– consisting of the determination
of bulk. quasi-static, dynamic and shear properties were carried out. The
experiments were performed at different temperature conditions from ambient to
500 °C. The experiments considered try to simulate the different pathways taken
by these powders as they are consolidated before being fluidised at a given
temperature. Experiments at ambient temperature include original and literature
data for these Geldart B particles obtained using the FT4 Freeman Technology
Rheometer, the PFT Brookfield, the Seville Powder Tester (SPT) and the Schulze
Ring Shear Tester while for elevated temperatures bespoke modified versions of
the Seville Powder Tester (HTSPT) [3] and the High Temperature Annular Shear
Cell (HTASC) [4] were used. Flow functions indicate that at room temperature
the powder belongs to the "free-flowing" class and then passes
gradually to the "easy-flowing" class at 300 °C and to the boundary
between the "easy flowing" and the "cohesive" class at 500
°C. In order to understand the effect of temperature
on interparticle forces, the procedure adopted by Tomasetta et al. [4] to
estimate the tensile strength was the extrapolation of the linear yield loci to
the traction quadrant. Estimated values of the tensile strength obtained in
this work with a similar procedure are compared with the results provided by
Gannoun et al. [4] on the tensile strength on a very similar powder at similar
temperature and similar consolidation stresses. Keywords: Powder rheology;
Shear testing; High temperature; Yield locus; Flow regime transition; Tensile
strength References : 1. García-Triñanes, Pablo ,
Seville, Jonathan, Boissière, Benjamin, Ansart, Renaud , Leadbeater, Thomas,
Parker, David (2016), Hydrodynamics and particle motion in upward flowing dense
particle suspensions: application in solar receivers. Chemical Engineering
Science, 146. pp. 346-356 (doi: https://doi.org/10.1016/j.ces.2016.03.006). 2.
García-Triñanes, P. , Seville, J.P.K., Ansart, R.,
Benoit, H. , T.W., Leadbeater , D.J., Parker (2017), Particle motion and heat
transfer in an upward-flowing dense particle suspension: application in solar
receivers. Chemical Engineering Science, 177. pp. 313-322 1873-4405 (doi:
https://doi.org/10.1016/j.ces.2017.11.041). 3. Rahma Gannoun, José Manuel Pérez
Ebrí, Alberto T. Pérez, José Manuel Valverde (2022) The Sevilla Powder Tester:
A Tool for Measuring the Flow Properties of Cohesive Powders at High
Temperatures. KONA Powder and
Particle Journal. https://doi.org/10.14356/kona.2022008 4. Tomasetta, Diego
Barletta, Massimo Poletto, (doi: https://doi.org/10.1016/j.apt.2012.11.007
)
LIST OF
ABSTRACTS AND INDEX
Sina
Zinatlou Ajabshir1,2*, Colin Hare2, Diego Barletta1,
Daniele Sofia1, Massimo Poletto1
1Dipartimento di Ingegneria Industriale, Università
degli Studi di Salerno, Fisciano SA, Italy
2 School of Engineering, Newcastle University, Newcastle upon Tyne
NE1 7RU, United Kingdom
*sizinatlouajabshir@unisa.it
Selective laser sintering (SLS) is
powder-based manufacturing method that prototypes three dimensional sintered
parts by feeding powders sequentially to the powder bed. The quality of
spreaded layer of powder on the powder bed by the recoater is vital so that it
controls the final mechanical properties of products. Features of spreaded
powder layer at each run of the SLS process depends on several parameters,
including the temperature achieved in the preheat stage. However, preheating to
a higher temperature negatively affects powder flow behavior and can prevent
proper spreading because of increasing interparticle forces. Therefore, it is
important to analyze the effect of temperature on the powder layer to improve
the SLS powder condition and achieve efficient parameters. In order to optimize
the proper preheating temperature to enable a high-quality powder layer, and
also reduce many experimental trials and errors, Discrete Element Method (DEM)
could play an important role to simulate the spreading process in particle
scale, where it can estimate the particle-particle and particle- geometry
interaction, particles response compared to the situation and replicate the
real powder distribution in SLS at powder bed by modelling. This study developed
a DEM-based model to simulate the powder spreading process. Anton Paar shear
cell experiments were used to calibrate the DEM simulation. The study's outcome
made a complete set of experimental and modelling tools to correlate the powder
flow properties with the final bed properties at high temperatures. This model
considered the spreading powder thickness, the temperature, and finally, the
spread tool shape and speed as parameters that affected the final spreading
layer quality by DEM-based simulation. In conclusion, this will allow
discerning on the powder suitability to be used in an SLS process and the best
condition to optimize its layer process preparation at ambient and high
temperature.
LIST OF
ABSTRACTS AND INDEX
Virginie
Matera1, Naïma Gaudel1, Sébastien Bau1
1Dept. of Pollutants Metrology, INRS (French National Institute of
Research and Safety), Vandoeuvrelès-Nancy, France
For some years, the characterization of
workers' exposure to airborne metallic ultrafine particles has been an
increasing issue because of their effects on health, and as many activities are
potentially concerned (welding, oxycutting, 3D printing ...) [MATERA V. et al,
Hygiène et Sécurité du Travail, 2019]. The size distribution of an aerosol
associated with its chemical composition and characterization provide a real
contribution to the understanding of these effects [OBERDÖRSTER G. et al, Env.
Health Perspectives, 2005; MAYNARD A.D. et al, J. of Nanoparticle Research,
2005].
In the framework of proposing
characterization methods adapted to occupational situations, the optimization
of metal aerosol sampling using cascade impactors is studied. These devices are
a valuable aid since both the size distribution of an aerosol and its chemical
characterization can be performed on the samples collected. A welding fume
setup was used to generate a highly reproducible test aerosol of metallic
ultrafine particles (mass median aerodynamic diameter MMAD=430 nm, 𝜌𝑒𝑓𝑓 =0.55 g.cm-3 ). Three different individual
cascade impactors were studied (MARPLE, SIOUTAS and Minimoudi 135-8); the
results obtained were compared to those from the DLPI+ ,
a static low pressure impactor, used as a reference (particles collected
according to 14 size fractions in the range 16 nm – 10 μm) (Figure (a)).
In these impactors, particles are mainly collected on impaction supports (PVC,
PTFE, MCE membranes). Our results show that (i) the collection substrates have to be prepared beforehand by lubricating them, (ii) the
nature and the quantity of the lubricating grease has an influence on the
collection efficiency (iii) this optimization allows the phenomena of bouncing
and re-entrainment of particles to be avoided/reduced/neglected [DZUBAY T.G. et
al, Atmospheric Environment, 1976]. For the test aerosol under study, the
cumulative mass distributions obtained by gravimetric analysis of the media on
the different impactors used under optimized conditions show that the Minimoudi
135-8 leads to results very close to those of DLPI+ (Figure (b)), thanks to its
high resolution in terms of number of stages (8) and low cutoff diameter (180
nm).
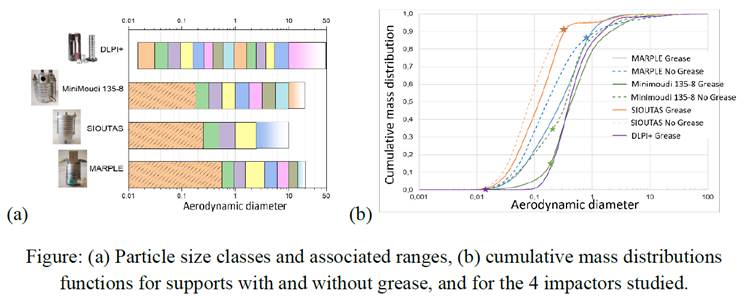
LIST OF
ABSTRACTS AND INDEX
Michael Pilz1,
Britta Buck1, Jens Dittmann1, Rainer Friehmelt1,
Frank Kleine Jäger1
1BASF SE, Ludwigshafen, Germany
Containment is a concept or technology to
keep hazardous substances under control so neither environment nor operators
will not be contaminated. Hazardous substances can be present as a solid
(dust), fluid (aerosol) or gas depending on their state of aggregation. When
handling powders dust containment is essential in protecting the employee and
the environment. The proper dust containment strategy is influenced by
machinery & apparatuses (MA), maintenance schedules and how often operators
need to intervene in plant operations. Typically, the critical dust exposure
moment is when an operator needs to interact with MA, such as loading /
unloading stations, cleaning of MA and maintenance. In all cases, the
occupational exposure limits (OELs) of hazardous products must be considered.
Dust concentration and so the OELs are typically determined by gravimetrical
measuring methods like the SMEPAC test (Standardized Measurement of Equipment
Particulate Airborne Concentration). A defined air flow is sucked by a vacuum
pump over a filter piece. This piece is analyzed by differential weighing and
the dust concentration can be calculated. This method is slow and gives no time
resolution. If there are dust peaks, these cannot be detected, because only the
total dust amount can be analyzed.
We have developed a novel measuring method
to determinate the dust situation in a much faster way. Therefore, an optical
method was used and enhanced. The advantage is, that the dust concentration can
now be analyzed with a high time resolution. This method uses optical particle
counter, which produce a number-based concentration curve. This curve is then
recalculated into a time dependent mass concentration by a specific
calibration, based on density, form factor and refractivity. Since these
calibration factors are typically not available for real-life dust of production
plants, instead an environmental specific calibration factor can be determined
by using the gravimetrical method. This gives a shift factor, which can be used
to calibrate all other measurements. The filter piece can also be used for a
chemical analysis, from which the element-specific concentration curves can be
recalculated as well. This novel method is highly flexible and can be applied
to multiple use cases: Within a production plant (e. g. powder filling unit)
measurements are possible during running production. The results show critical
processing steps for environment and operator.
The optical dust sensors can also be used
for continuous monitoring of production plants. Several sensors can be
integrated into a sensor network to monitor specific equipment or even the
complete plant, implementing an early warning system, that evaluates the real
dust situation in time. Optical sensors used are based on “low-cost sensors”
(price ~ 20$ per sensor unit) and are shown to run stable for several month
allowing fully automated monitoring and analysis of the particle size. This
novel technique enables an economic and rapidly available view of the dust
containment strategy compared to conventional methods.
LIST OF
ABSTRACTS AND INDEX
Maria-Camila
Jiménez-Garavito1,2, Maria-Graciela Cares-Pacheco2,
Fabien Gerardin1, Véronique Falk2
1Institut national de recherche et de sécurité, 54519,
Vandœuvre-lès-Nancy, France
2Laboratoire de Réactions et Génie des Procédés, 54000, Nancy, France
Powders are part of the design, production,
and final products of different industrial sectors. Their handling, packing,
and storage are subjects of interest because of the difficulties arising during
manufacturing due to flow problems. Powders flow behavior can be improved by:
modifying the facilities, which is a seldom universal solution; by the
fluidization of powders, involving separation operations and so increasing
process complexity; and by the addition of nanoparticles (NP), which is
considered the more effective solution with the best benefit/cost ratio.
Nowadays, nanomaterials (NM) are essential to the product conception of many
industrial sectors, such as medical, cosmetic, food, and aerospace. The global
production of NM has been estimated at 11 million tons per year with a market
value of 20 billion euros in 2012. Among them, silica nanoparticles (S-NP) are
widely used as food and pharmaceutical excipients for different purposes.
According to the Handbook of Pharmaceutical excipients, S-NP work as a
thickener and stabilizer in emulsions; they favor the particles suspensions in
aerosols and enhance the flow behavior of dry powders. From a technological
point of view, the addition of flow regulators in powders has been based on practical
experience, trial, and error. Industrials add about 0.5 to 2% w/w of S-NP to
their formulations. From a safety point of view, the US Food and drug
administration (FDA) and the European food safety authority (EFSA) approve S-NP
as a food additive. Nonetheless, even if the regulation entities still consider
S-NP as nontoxic and nonirritant, their toxicity has been a recurring concern
over the years. Several in vitro studies have shown that S-NP are toxic in
different types of human and animal cell lines. In vivo studies have also
demonstrated toxicity on rats. However, these results are not scaled to real
human exposure and health effects because of the complications to represent a
realistic exposure or the lack of epidemiological data. An exposure study done
in Swedish foundries found that workers exposed to respirable silica presented
elevated morbidity from strokes compared to the average morbidity, which to
some extent evidences the relationship between exposure and the effect on human
health. The results of the interaction of nanoparticles with humans and the
environment have not yet been well evaluated, and this will only be effective
with a scientific and legislative effort at the international level. In
collaboration with the French National Research and Safety Institute (INRS),
our project aims to determine the relationship between two end-use properties
of powders, their ability to flow, enhanced by the use of
glidants, and generate dust. Here, we study the improvement of the flowability
of four industrial powders (microcrystalline cellulose, wheat flour, joint
filler, and glass beads) by the addition of four references of S-NP. The flow
behavior was determined using an Instron press through compactness measures.
The effect of the flow enhancement on their dustiness generation was studied
using a rotating drum and a vortex shaker. Our results show that increasing
flow behavior using glidants increases the sample's dustiness considerably.
LIST OF
ABSTRACTS AND INDEX
Mohammed
Hassan1, Eelco Verhulp 2, Vanessa Magnanimo3,
Stefan Luding4
1MSM-ET-TFE, University of Twente, Enschede, Netherlands
2Apollo Tyres Global R&D B.V., Enschede, Netherlands
3CME -ET, University of Twente, Enschede, Netherlands
4MSM-ET- TFE, University of Twente, Enschede, Netherlands
Snow deformation behavior has been studied
extensively. This interest arises from the importance of different encountered
problems e.g., Tire Snow traction, avalanche release. Snow exhibits different
deformation behavior under different strain rates. This wide range of behavior
is due to intrinsic grain-grain collision, different types of existing bonds
also known as bond matrix. To capture the plastic deformation and cohesion of
Snow, an adhesive plastic viscoelastic contact model was used. Where we
approximate different types of possible bonds to a single virtual bond. Two
tests were performed on a representative volume element (RVE) of spherical
particles. Meso-macro transition properties were obtained using a
coarse-graining approach on the given RVE system.
First, a strain-controlled uni-axial
compression test on a confined RVE under different strain rates was performed.
Because of the difficulty of parametrization of the DEM model. A bulk
calibration approach based on Machine Learning of strain-stress relation was
used to tune the model parameters. Second, using the tuned parameters a simple
direct shear test under different shear rates was performed.
Results reveal dependency of the adhesion
also known as pressure sintering on the degree of Snow compaction. A good
agreement between calibrated uni-axial compression and literature results was
obtained. A classic granular rheology relation of macroscopic shear stress to
the dimensionless inertial number was obtained.
LIST OF
ABSTRACTS AND INDEX
Jiachen Guo1,2,
Wei Pin Goh1, Mojtaba Ghadiri1
1School of Chemical and Process Engineering, University of Leeds,
Leeds, UK
2College of Civil Aviation, Nanjing University of Aeronautics &
Astronautics, Nanjing, China
Aluminium stearate is a common metallic
soap that is widely used as a thickener in paint, a water repellent and a lubricant
in various industries. Depending on its synthesis process, aluminium stearate
can exhibit three different crystalline forms of mono-, di- and tri-stearate,
the most common one being aluminium di-stearate. Apart from having superior
lubricating properties, it is also an excellent charge neutralising agent for
preventing wall fouling in a fluidised bed reactor caused by electrostatic
charge build-up. However, the underlying charge mitigating mechanism of this
metallic soap is still not very well understood and hence it is a topic which
requires further investigation.
The long stearic acid chains present are
structured very differently for the three crystalline forms of aluminium
stearate. The focus of this work is to study the role of structural difference
of these surface stearic acid chains in electrostatic charge reduction.
Assemblages of glass beads are made hydrophilic and hydrophobic through
hydroxylation and silanisation. These glass beads are then dry coated with the
three different stearates, separately and evenly, using the ProCepT, a high
shear mixer. A novel method based on aerodynamic dispersion technique is then
used to characterise the charge level of these blended mixtures of aluminium
stearate and glass beads, of which the results will be presented and reported
here.
LIST OF
ABSTRACTS AND INDEX
Zohreh Farmani1,
Joshua.A. Dijksman1
1Dept. of Physical Chemistry and Soft Matter, University of
Wageningen, Wageningen, The Netherlands
Interparticle forces are very relevant for
granular flow dynamics. Here we experimentally probe whether adhesive
characteristics of particles also affect the rheology of such particle
suspensions. We used ceramic microparticles with size distribution between
10-100 mm; these particles
are base materials for porcelain stoneware. We characterize particle adhesion
forces by using colloid probe atomic force spectroscopy. We find that acidic
and basic environments can induce an increase in the adhesion capacity of
certain types of ceramic particles. Additionally, the adhesion force can be
contact time and retraction speed dependent; results repeat over many cycles.
We attribute the adhesion dynamics to the presence of clay inside the ceramic
microparticles. The adhesive properties of the ceramic microparticles also may
affect their collective behavior in suspension, as we confirm that the rheology
of ceramic microparticle suspensions is strongly pH dependent. Our results
suggest that adhesive particle properties are relevant to consider in the
analysis of suspension dynamics.
LIST OF
ABSTRACTS AND INDEX
Stefan Luding1
1Multi-Scale Mechanics (MSM), Department Thermal and Fluid
Engineering (TFE), Faculty of Engineering Technology (ET), MESA+, POBox 217,
7500AE Enschede, NL
Email:
s.luding@utwente.nl; Website: http://www2.msm.ctw.utwente.nl/sluding/
The behavior of particle systems – like
sand, powder, suspended particles, or colloids – is of considerable interest in
a wide range of industries and research disciplines. These materials are
intrinsically disordered, often come with a wide distribution of particle sizes
or shapes and materials/mixtures and can behave both solid- or fluid-like. The
related mechanisms/processes in particle systems are active at multiple scales
(from nanometers to meters) and understanding them is an essential challenge
for both science and application, i.e., finding the reasons for natural/industrial
disasters like avalanches or silo-collapse, hampering industrial performance.
In order to understand the fundamental micro-mechanics one can
use particle simulation methods [1-5], where often the fluid between the
particles is important, but neglected here. Large-scale applications (due to
their enormous particle numbers) have to be addressed
by coarse-grain-models or by continuum theory. In order to
bridge the gap between the scales, socalled micro-macro transitions are
necessary, which translate particle positions, velocities and forces into
density-, stress-, and strain-fields. These macroscopic quantities must be
compatible with the conservation equations for mass and momentum of continuum
theory. Furthermore, non-classical fields are needed to describe the
micro-structure [2-5] or the statistical fluctuations, e.g., of the kinetic
energy [3,4], before one can reach the ultimate goal
of solving application problems. Modern examples of multi-scale simulations and
micro-macro methods involve additive manufacturing and other multi-phase flow
processes, where particle- and continuum-methods are coupled, the dosing of
cohesive fine powders in vending machines, avalanche flows on inclined slopes,
segregation/mixing, rheology testing in ring-shear cells, as well as the study
of non-linear elasto-plastic material mechanics related to the failure of
solids.
REFERENCES
[1] H. Shi, S. Roy, T. Weinhart, V.
Magnanimo, S. Luding, Steady state rheology of homogeneous and inhomogeneous
cohesive granular materials, Granular Matter 22, 14, 2020 [2] S. Roy, S.
Luding, and T. Weinhart, A general(ized) local rheology for wet granular
materials, New J. Phys. 19, 043014, 2017
[3] N. Kumar and S. Luding, Memory of
jamming -- multiscale models for soft and granular matter, Granular Matter 18,
58, 2016
[4] D. Vescovi and S. Luding, Merging fluid
and solid granular behavior, Soft Matter 12, 8616-8628, 2016
[5] N. Kumar, S. Luding, and V. Magnanimo,
Macroscopic model with anisotropy based on micro-macro informations, Acta Mechanica
225(8), 2319-2343, 2014
LIST OF
ABSTRACTS AND INDEX
Michael Mascara1,2,
Arno Mayrhofer1, Stefan Radl2, Christoph Kloss1
1 DCS Computing GmbH, Industriezeile 35a, 4020 Linz, Austria
2 TU Graz, Institute of Process and Particle Engineering, Inffeldgasse
13/III, 8010 Graz,
Austria
The Discrete Element Method (DEM) is
rapidly becoming the most used tool in industry, when dealing with granular
materials. However, some processes involve materials which are granular in
nature, but behave as a homogeneous solid and can flow. These materials are
classified as “visco-elastic” and it is usually challenging to predict their behavior.
In order to solve this problem, an innovation to the
contact dynamics, called Bonded Particle Model, has been developed by Potyondy
and Cundall [1], where the particles interact with their neighbours via a solid
bond without necessarily overlapping. Moreover, a visco-elastic constitutive
relation is solved in each bond, depending on the relative motion of the
interacting particles.
Within the visco-elastic class, many
different materials, such as slurries, pastes, asphalt, polymers, whose are
used in various industrial processes, can be found. As of today, both
experiments and mesh-based methods have been used to describe these materials.
If experiments are limited by the fact that they can only give so much
information of a material in specific conditions, mesh-based methods, on the
other hand, need to solve complex tensormodified Navier-Stokes equations to
solve the flow properties of a given material. Moreover, the use of a mesh
makes it trickier to apply it to moving parts of a process machine, for
example.
In this contribution, two constitutive
relations, namely the Burgers and the Generalized Maxwell, are implemented.
Oscillatory rheometer simulations are performed, highlighting the effect of
lattice configurations and particles' size on the material rheology. Moreover,
using experimental results as input, a calibration is carried out to connect
micro-scale parameters with meso/macro-scale behavior of the material.
At this point, given the results of the
comparison between the two constitutive relations, the preferred one is chosen.
Moreover, two visco-elastic materials, whose micro-parameters are obtained
through calibration, are simulated in a simple extrusion process.
The latter shows how the predicted flow
properties of the materials are in accordance to what is observed in the
simulation, hence proving the reliability of the model in larger-scales.
[1] D.O. Potyondy and P.A. Cundall, A Bonded Particle Model for
Rock, Int. J. Rock Mechanics & Mining Sciences, 41, 1329-1364 (2004).
LIST OF
ABSTRACTS AND INDEX
Niklas Meier1,
Harald Zetzener1, Arno Kwade1
1Institute for Particle Technology, TU Braunschweig, Braunschweig,
Germany
Keywords:
concrete, powder bed, 3D-printing, SCA, flowability, porosity
Concrete buildings are an indispensable
part of modern life. However, there are some major drawbacks of concrete, such
as large amounts of CO2 that are released during the production of cement. In
theory, it is possible to produce load-bearing components with optimised shapes
and thus reduce the amount of concrete used. These shapes are often too complex
for conventional concrete manufacturing. Therefore, among other processes,
additive manufacturing processes such as concrete 3D-printing using selective
cement activation (SCA) are current research topics: SCA is a so-called powder
bed process, in which the concrete part is built up layer by layer. For each
layer, a mixture consisting of aggregate (sand) and cement is first applied to
form a homogeneous and even powder bed. Subsequently, water is selectively
sprayed onto the powder bed and hydrates the cement in the desired area. As SCA
is a comparatively new process, there are some major challenges, currently: 1)
the achievable strengths are still too low for structural use, 2) the shape
deviations of the components from the initial design and 3) a high cement
content must be used to achieve good component properties. To meet the
above-mentioned challenges of the process, the powder properties of the
aggregatecement mixture for the SCA process are investigated. One reason for
the low strength is the high porosity of the printed components in comparison
to conventionally produced structural concrete. Therefore, one goal is to
improve the flowability of the powder since it leads to a reduced porosity of
the compacted powder. To achieve this, the surfaces of the starting materials
are modified in dry processes using nanoparticles or liquid additives. The
effects of the modifications are characterised by means of the flowability,
bulk density and tamped density. In addition, the density of the compacted bulk
material is determined in an SCA prototype printer and compared to the
previously mentioned characterization methods. The particle size distribution
of the aggregate fraction is systematically adjusted to reduce the porosity of
the compacted powder bed in the printer. Furthermore, by substituting cement
with fine aggregate particles, the necessary amount of cement is to be reduced
with as little negative influence on the component properties as possible, such
as strength. To link the above-mentioned experiments with the SCA manufacturing
process, test specimens are printed and evaluated by the project partner iBMB
(TU Braunschweig). Initial tests have shown that both bulk and tamped density
can be increased by surface modification and the compressive strength of
printed components can be improved by more than 25 %.
LIST OF
ABSTRACTS AND INDEX
Vivek Garg, Tong Deng, Richard Farnish, Mike Bradley
The Wolfson
Centre for Bulk Solids Handling Technology, School of Engineering, Faculty of
Engineering & Science, University of Greenwich, Central Avenue, Chatham,
Kent, ME4 4TB, UK
Particle adhesion force plays a critical
role in powder handling operations and processes. There are many widely used
methods, such as atomic force microscopy (AFM) and centrifugal detachment.
However, most methods have limitations when the measurements are correlated to
the bulk behaviour of powders, such as powder flow with varied particle size
distributions. The study focuses on a unique test technique for measuring
forces between particles and surfaces using cohesive powders, which includes a
mechanical surface energy tester developed at The Wolfson Centre. The work
focuses on predicting the powder flow function using a novel technique in
conjunction with common particle attributes, with the goal of predicting
flowability problems at an early stage of formulation using only a small amount
of powder sample.
A successful strategy has been devised by
linking the aggregated particle Bond number (found using the innovative test
procedure) with the flow function of the powder. The experiment was undertaken
with a wide range of materials and particle sizes. Particle adhesion to a
variety of surfaces (both compacted powder and solid materials) has been
investigated. The methodology yields good outcomes.
A model has been developed and verified
using a large variety of powders, and it is able to predict additional bulk
flow property parameters such as unconfined failure strength, compressibility,
the effective angle of internal friction, bulk density, and flow function.
LIST OF
ABSTRACTS AND INDEX
Arne Lüddecke1,
Harald Zetzener1, Jan Sehrt2, Arno Kwade1
1Institute for Particle Technology, Technische Universität
Braunschweig, Germany
2Hybrid Additive Manufacturing, Ruhr-Universität Bochum, Bochum,
Germany
Keywords:
Additive manufacturing, PBF-LB/M, Powder flowability, Nanoparticles
Additive manufacturing (AM) of metals is
used particularly in the automotive, aircraft and medical industries. The
advantages of additive processes are the realization of complex structures
without geometric restrictions, especially in lightweight and prototype
construction. Major challenges are still low productivity and high costs of the
process, which is why an application in series production is not yet
implemented as a standard. Among the many different AM processes, powder bed
fusion of metals with a laser beam (PBF-LB/M) is considered a promising
technique for the transition from rapid prototyping to series production. In
PBFLB/M, a powder layer is applied to a build platform, selectively molten with
a laser and finally building up the complete component layer by layer.
Currently, an increase in productivity is achieved by higher laser intensities
or the use of multiple lasers, i.e. this leads to an increase in investment and
operating costs while less costly optimization methods are neglected. The
approach of this work is to improve the efficiency of the process on the powder
side by modifying the metal particle surface. For this purpose, a metal powder
(stainless steel 1.4404) already established in PBF-LB/M is coated with silicon
carbide (SiC) nanoparticles or graphene platelets. The coating is performed
both in dry mode by dry mixing (high-intensity mixer and 3D shaker mixer) and
in wet mode by a fluidized bed process. Previously published results show
increased laser beam absorption, better flowability and improved component
properties for wet coated metal powders with SiC. In the present paper, the
surface quality of the coated powders as a function of mixing or spraying time
is presented using among others scanning electron microscope measurements. In particular, the characteristic properties of the powders
after wet and dry coating are compared. Furthermore, the influence of the coating
quantity, as well as a changed additive particle size, will be analyzed. In
addition to the surface quality, absorption measurements of the modified
powders and the influence of nanoparticulate additives on the microstructure of
manufactured specimens will be demonstrated. Another central topic is the
improvement of the flowability caused by the surface modification, where
especially the stress states of the real process are relevant. Measurements
with the ring shear tester at low normal stresses are compared with dynamic
measurement methods, such as the dynamic angle of repose, to show the
differences between the measurement methods. In addition, a spreadability test
rig that simulates the relevant stress conditions in the manufacturing process
is used to investigate powder samples using X-ray microtomography (µCT)
regarding i.e. porosity and surface roughness of the powder bed. Hence, the
porosity of the bulk material can be determined as a function of the
application speed and modification.
LIST OF
ABSTRACTS AND INDEX
Federico
Lupone1, Elisa Padovano1, Francesco Casamento1,
Claudio Badini1
1Dept. of Applied Science and Technology (DISAT), Polytechnic of
Turin, Turin, Italy
Corresponding
author: Federico Lupone (federico.lupone@polito.it)
Keywords: Selective
Laser Sintering; process optimization; isothermal laser sintering model; stable
sintering region; attenuation melt ratio.
Selective Laser Sintering (SLS) is an
additive manufacturing technology that is widely used for rapid prototyping and
low-volume production of polymer based parts. SLS is a
complex multi-physical process that involves various physical phenomena with
different timescale (such as laser irradiation, thermal diffusion, coalescence
and crystallization). Therefore, the optimization of process parameters
represents one of the major drawbacks of the technique. Generally, an empirical
approach based on iterative trial-and-error builds is used, but it is time
consuming, costly and it ignores the properties of the raw powders. This
presentation provides new results into the prediction of process parameters
starting from material properties. The model of quasi-isothermal laser
sintering and the stable sintering region approach has been applied to optimize
the powder bed temperature (Tb) and laser exposure parameters respectively. A
polyamide 12 powder reinforced with short carbon fibers (PA12/CF) was used to
validate the method. The results show that the analysis of isothermal
crystallization kinetics is effective to guide the choice of the powder bed
temperature, thus avoiding distorsion of the printed parts. The stable
sintering region defines the process window between polymer melting and
degradation. This region can be conveniently expressed in terms of energy
density using the attenuation melt ratio (AMR) parameter, which puts into
relation material properties and process parameters. However, the analysis of
void content, tensile strength and dimensional accuracy of the printed parts
reveals that the range of laser energy density values suitable for optimal part
properties is smaller than the stable sintering region. Benefits and drawbacks
of the proposed method are highlighted along with suggestions on possible
improvements on the basis of the analysis of the
physical phenomena involved in the SLS process. In fact, increasing the
predictive quality of the laser sintering process window will help to develop
new materials, offering potential to save time and cost whilst maximizing part
properties. An example of material development is presented in relation to the
research activities performed at Polytechnic of Turin.
LIST OF
ABSTRACTS AND INDEX
Maurizio
Troiano1, Andrea El Hassanin1, Alessia Teresa Silvestri1,2,
Fabio Scherillo1, Fabrizio Scala1, Roberto Solimene3*,
Antonino Squillace1, Piero Salatino1
1Dipartimento di Ingegneria Chimica, dei Materiali
e della Produzione Industriale, Università degli Studi di Napoli Federico II,
Napoli, Italy
2Dipartimento di Ingegneria Gestionale,
dell'Informazione e della Produzione, Università degli Studi di Bergamo,
Bergamo, Italy
3Istituto di Scienze e Tecnologie per l'Energia e
la Mobilità Sostenibili, Consiglio Nazionale delle Ricerche, Napoli, Italy
*corresponding
author: roberto.solimene@cnr.it
Keywords: Selective
Laser Melting, abrasive fluidized bed, roughness, surface finishing Surface
finishing of AlSi10Mg samples produced by Selective Laser Melting (SLM)
technology has been investigated. Surface roughness
represents one of the most critical variables during the production of metal
parts by powder bed-based additive manufacturing technologies, such as SLM.
This issue affects in a remarkable way the mechanical, tribological and
corrosion resistance properties of the final objects. As a
consequence, objects produced by additive manufacturing technologies
need to be further worked with post-process surface finishing techniques. The
most common finishing methods such as Computer Numerical Control (CNC)
machining, shot peening, electrochemical polishing and laser polishing are
limited to objects with low geometrical complexity, while in principle,
fluidized bed finishing (Fluidized Bed Machining) can be suitable also for
parts with complex geometries, thanks to the mobility of fluidized particles
and flowability of the emulsion phase. In this study, the employment of the
Fluidized Bed Machining technology is investigated for the surface finishing of
AlSi10Mg parts. The fluidized bed apparatus consists in a Plexiglas
fluidization column (inner diameter 0.21 m) which comprises a ceramic
rings-filled windbox and an upper section 1.4 m high where the abrasive
material is located. Two kinds of experiments have been carried out, while
varying the abrasive material and some operating parameters. A first set of
experiments is carried out with a stationary sample dipped into the fluidized
bed under bubbling fluidization conditions, for different abrasive materials,
process time and relative tilt angle between the sample surface and the
fluidized material. A second set of experiments is carried out to evaluate the
effect of the rotation on the surface finishing of the samples, with the
abrasive material kept at minimum fluidization conditions. In this case, the
rotation of the sample is provided by means of an electrical motor regulated by
an inverter and the effect of the abrasive material, tilt angle of the sample
and rotational speed is investigated. For both the experimental sets, the
surfaces are characterized quantitatively before and after the tests by means
of different surface texture parameters analyzed by means of confocal
microscopy and weight loss measurements, while SEM images are acquired to
establish the physical morphology evolutions experienced during the treatment.
Results show that shear and energy dissipation induced by rotation of the
sample significantly improve surface finishing, especially under specific
operating conditions in terms of tangential speed and tilt angle.
LIST OF
ABSTRACTS AND INDEX
Marco Lupo1, Daniele Sofia1,2,
Diego Barletta1, Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno, Salerno, Italy
2Sense square Srl, Salerno, Italy
Selective Laser
Sintering (SLS) is an additive manufacturing process by means of which
three-dimensional objects can be produced using a laser beam to selectively
sinter powder particles. Many are the advantages of SLS, among which are the
capacity to build high resolution and very complex shaped objects by using many
materials. However, one drawback of SLS is the quality of the powder layer,
which depends not only on the powder flow properties but also on the operating
conditions. In particular, spreading of powder is a
crucial step. Collecting information about the spreadability, that is the
capacity of the powder to be spread, is relevant to optimize the distribution
and the layering of powder.
A DEM model was created
to simulate the spreading of powders with the future intent of understanding
the mechanisms and the powder properties which are responsible for the good or
bad quality of the layer. The Hertz-Mindlin (no slip) with JKR cohesive model
was used to describe interparticle interactions. Three different approaches
were tried to calibrate the model parameters and the one based on the
comparison between the experimental bulk density and porosity with those
measured from the simulations turned out to be the right one. The interfacial
adhesive surface energy between the particles was estimated by assuming that
the pull off force should provide the strength of the material under low
consolidation. This latter was evaluated on the basis of
shear test experiments. The particle rolling friction was calibrated
considering the bulk density of the layer produced by the spreading tool.
The DEM model and the
calibration procedure adopted were validated with the experiments by comparing
the wavelet power spectrum applied to greyscale images of the layers obtained
with the simulations and to grayscale images of the experimental layers
illuminated by grazing light. Therefore, the DEM model allows to quantitatively
evaluate the quality of the powder layer, i.e. in terms of dimension of surface
asperities, obtained through deposition in the same spreading conditions of the
experiment.
Keywords:
Selective Laser Sintering, Powder layer formation, Discrete Element Method,
Model calibration, Model validation, Quantitative analysis
LIST OF
ABSTRACTS AND INDEX
Wei Pin Goh1,
Wenguang Nan1,2, Mehrdad Pasha1,3, Mojtaba Ghadiri1
1School of Chemical and Process Engineering, University of Leeds,
Leeds, UK
2School of Mechanical and Power Engineering, Nanjing Tech University,
Nanjing 211816, China
3UCB Pharma, Chemin du Foriest B-1420 Braine l'Alleud, Belgium
In additive manufacturing by application of
radiation energy to a powder bed, fine powder is first spread by a blade or a
roller to form a thin layer. The quality of layer in terms of the uniformity of
the particle spread is critical for the quality of the final product, being
free from defects. The ability of powder to be spread uniformly as a thin layer
is described by spreadability. This depends on particle properties as well as
the dynamic of the spreading process, and is commonly
assessed by common flowability testing. However this
approach might not give a full indication of powder spreadability because
flowability testing is essentially a bulk testing method, where the failure in
a natural bulk plastic zone gives an indication of flowability. There are two
shortcomings in this approach which can affect the outcome, one is the absence
of a narrow gap, in which transient jamming occurs, as prevailing in the powder
spreading process, and another is the powder rheology in narrow gaps, which
cannot be assessed not only by flowability tests, but also by powder rheometry.
This requires an understanding of transient jamming and powder rheology in
narrow clearances, a topic of investigation here. In this presentation, both
experimental and numerical analysis by Discrete Element Method have been
carried out comparing the outcomes of flowability and spreadability assessments
using a powder rheometer (Freeman Technology FT4) and also
spreading by a blade. A special methodology is suggested for assessing the
spreadability of a powder.
LIST OF
ABSTRACTS AND INDEX
Juan E. Alvareza, Bert Nijkampa, Hongyang Chenga,b, Stefan Ludinga, Thomas Weinharta
aMulti-scale Mechanics, University of Twente, The Netherlands.
bDepartment of Civil Engineering, University of Twente, The
Netherlands.
In laser 3D printing, the neck-growth determines
the dimensional accuracy and surface quality of the final printed object. This
industrial application employs a laser source to selectively irradiate particle
surfaces, causing interparticle penetrations and densification of the powder
bed. How to model this process numerically remains a challenge due to the
different involved time scales and the accuracy of the energy absorption model.
The present study provides a novel insight to computationally assess the
neck-growth of visco-elastic particles caused by a laser source. First, an
absorption model is built based on the transmission and reflection of
visco-elastic powders. It provides the absorbed energy while particles are
overlapping, and therefore the temperature evolution. Then, the discrete element
method (DEM) for heat transfer problems is used with a new definition of a
sintering regime map for visco-elastic materials. It describes the influence of
both temperature and material flow during the sintering process. This approach
is supported by MercuryDPM software and GrainLearning tool, both open-source
packages. Finally, the present model qualitatively predicts the experimental
observations on the laser sintering of PS and PA12. It is shown that the
neck-growth kinetics is determined by the transient rheology caused by the
finite relaxation times of visco-elastic materials and the time-dependent
temperature evolution, which affects the fluidity of the samples.
Email
address: j.e.alvareznaranjo@utwente.nl
(Juan E. Alvarez)
LIST OF
ABSTRACTS AND INDEX
Daniele Sofia1,2, Diego Barletta1,
Massimo Poletto1
1Dept. of Chemical Engineering, University of Salerno, Salerno, Italy
2Sense square Srl, Salerno, Italy
The
Selective Laser Sintering process consists in the production of a product
starting from a granular material. The object is formed layer-by-layer in an
instrument which repeatedly places a layer of powder on a growing bed, on which
a laser beam will selectively act. Therefore, in this process, energy is
supplied only to the powder that occupies the portion of the surface identified
as necessary for the formation of the final product.
In order to obtain a good results right
sintering energy should be delivered on the powder planes so that it can
connect the sintered parts in the underlying layers. To this purpose the most
critical parameters are the temperature of the powder bed, the thickness of the
layers and the laser scanning speed. Another important parameters
are the properties of the powder, such as size, particle size distribution and
the particle shape.
In
this study, a commercial equipment with a laser source in the wavelength of
420nm was used to conduct the SLS process on different polyamide powders. The
sintering results are compared with those obtained using PA12 with PA6, two of
the most used material with laser sintering of polymers. The main purpose of
this study was to evaluate the feasibility of using new types of powders by
looking at the final mechanical properties of the artefact and relating them to
the initial flow, optical and thermal properties of the powders.
Keywords : Selective Laser Sintering,
Mechanical properties, Powder bed, Powder Properties, layer thickness.
LIST OF
ABSTRACTS AND INDEX
Hamid Salehi1, 2,
John Cummins1, Enrico Gallino3, Neil Harrison4, Ali Hassanpour5 and Mike Bradley1
1Wolfson Centre for Bulk Solids Handling Technology, University of
Greenwich, Chatham, UK
2School of Engineering, University of Greenwich, Chatham, UK
3RICOH UK Products Ltd, Priorslee, Telford, UK
4Carpenter Additive, Widnes, UK
5School of Chemical and Process Engineering, University of Leeds,
Leeds, UK
The quality of the final items created
utilising powder bed Additive Manufacturing methods is influenced by the
surface roughness of the powder bed. This study describes the development and
usage of a new technique and prototype device for simulating the formation of a
powder bed and revealing its surface features. The tester was successfully
used to analyse powder bed relative packing fraction, change in particle
size and shape across the build plate, and electrostatic charges over the
powder bed. Different plastic and metal powders, Different recoater gap size as
well as two recoater blade shapes, were used in this study. To assess powder
bed surface roughness, an unique shadowgraphy
technique based on lighting the surface with low-angle collimated light and
analysing the image was used. There were two main measures that were discovered
to be beneficial in quantifying the surface roughness of the powder bed. The
first measure is the amplitude of variation in surface height, which is defined
as the difference between the average surface height over 100 data points and
the surface height at each data point. The wavelength of roughness, which is
determined as the average horizontal distance between positive peaks across 100
data points, is the second metric. The surface roughness results demonstrated
that the shadowgraphy approach, as well as the metrics generated by this method
to quantify powder bed surface roughness, can quantify and discriminate diverse
powder bed features (and therefore potential quality failures in the bed).
These measures effectively reflected the effects of many spreading variables on
the powder bed surface roughness, such as recoater shape, gap size, and
especially the powder flow functions.
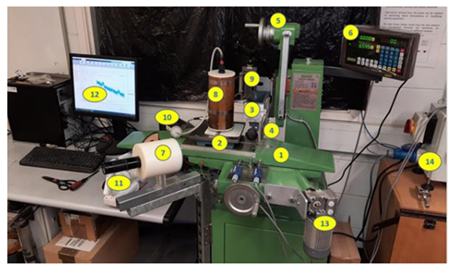
Figure
1. AM Powder Spreadability Tester based at The Wolfson Centre.
LIST OF
ABSTRACTS AND INDEX
Rahul Tarodiya,
Avi Levy
Dept. of
Mechanical Engineering, Ben-Gurion University of the Negev, Beer-Sheva, Israel
The particle-wall collisional behavior is
known to be one of the critical factors influencing the particle motion during
simulation of multiphase flow processes. The coefficient of restitution (COR)
is generally used to characterize the particle-wall collisional behavior. The
more accurate the COR considered for numerical simulations, the more accurate
the resulting outputs will be. For spherical particles, determining COR is
simple; however, for non-spherical particles, which are regularly encountered
in real-world applications, determining COR is complex due to the unpredictable
behavior of the particles after impact. In this paper, the COR during the
normal impact of a rigid ellipsoidal particle on the target wall is
investigated using the finite element method (FEM). The loss in kinetic energy
of the particles after impact is used to analyze the COR. The simulations are
conducted with a particle of sphericity 1, 0.9, 0.8, 0.7, and 0.5 impacted at
different orientation angles (angle between particle major axis to the
horizontal plane) in the range 0o to 90o. The effect of
particle sphericity, particle orientation before impact, and impact velocity on
COR is determined. Further, an understanding has been established to estimate
the deviation in COR for the impact of non-spherical particles as compared to
the COR for the impact of spherical particles. The present study helps to
provide important engineering insights to calculate the motion of non-spherical
particles in multiphase processes using the discrete element method (DEM).
Keywords: Particle-wall collision; Normal
impact; Coefficient of restitution; Non-Spherical particle; Granular materials
LIST OF
ABSTRACTS AND INDEX
Nazanin Ghods1, Payam Poorsolhjouy2, Marcial Gonzalez3,4, Stefan Radl1
1 Institute of Process
and Particle Engineering, Graz University of Technology, Inffeldgasse 13/III,
8010, Graz, Austria
2 Department of the Built Environment, Eindhoven University of
Technology, 5612 AZ Eindhoven, Netherlands
3 School of Mechanical Engineering, Purdue University, West
Lafayette, IN 47907, USA
4 Ray W. Herrick Laboratories, Purdue University, West Lafayette, IN
47907, USA
Soft solid or fluid
particles, such as gels, rubber, cells, droplets, bubbles, are ubiquitous in
many industries and applications. Taking into account
the deformability of soft particles is essential for correct understanding of
their bulk and mechanical behaviour. The discrete element method (DEM) is a
powerful, widely used numerical approach to study particulate systems at the
particle scale. In the current study, we introduce a new formulation of the
multi-contact (MC) force closure [1] for the DEM. The response of this new
force closure has been verified by comparing the results for various
compression cases with the results of a reference simulation [2]. This
reference simulation uses a highly accurate nonlocal formulation of contact
mechanics in the quasi-static limit, in which the interplay of deformations due
to multiple contact forces on a single particle is considered. The comparison
of the results shows a significant improvement over the existing multi-contact
model. The calibration of the parameters in our new MC force closure is also
presented.
In
order to to probe the effect of
particle volume fraction and the shear rate, an extensive campaign of simple shear flow simulations of
dense packings of particles was performed. These simulations show that the
pressure at particle volume fractions greater than a critical value depends not
only on the friction coefficient and particle stiffness, but also on the
Poisson's ratio of the material. Finally, a response surface for the pressure
in granular shear flows as a function of key parameters is reported. This
response surface is highly beneficial for calibrating DEM model parameters in
extremely dense configurations.
[1] N. Brodu, J. A. Dijksman, and R. P.
Behringer, “Multiple-contact discrete-element model for simulating dense
granular media,” Phys. Rev. E - Stat.
Nonlinear, Soft Matter Phys., vol. 91, no. 3, 2015, doi:
10.1103/PhysRevE.91.032201.
[2] M. Gonzalez and A. M. Cuitiño, “A
nonlocal contact formulation for confined granular systems,” J. Mech. Phys. Solids, vol. 60, no. 2,
pp. 333–350, Feb. 2012, doi: 10.1016/j.jmps.2011.10.004.
LIST OF
ABSTRACTS AND INDEX
Abdullah Sadeq1,
Swantje Pietsch1, Maksym Dosta1, Stefan Heinrich1
1Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
Constantly rising prices for heating oil
and natural gas in households and their environmental impact lead to a rising
interest in renewable raw materials. Wood pellets are small cylindrical
compacts from natural wood, primarily from sawdust and wood shavings. They are
used as a versatile biofuel with a significant lower emission of the
climate-relevant carbon dioxide compared to fossil fuels. These pellets can be
burned using a variety of technologies, such as home heating stoves or
institutional boiler systems. To ensure the burning efficiency of the pellets,
their quality must remain constant during preceding processes such as transport
and storage. However, an increased water content due to storage under
conditions with high humidity can lead to a reduction in quality, e.g. by a
decrease of their mechanical strength. Together with the stresses and friction
caused by the subsequent transport, an undesirably high level of fines is
produced, which can block the conveying systems. According to DIN EN ISO
17225-2, a critical water content of 10 wt.-% should therefore not be exceeded.
When considering storage processes, the influence of increasing water content
on the changes in wood pellets has been extensively studied so far. However,
the process of storage is very dynamic in terms of environmental conditions,
because just as the water content can increase with high humidity, it can
decrease again due to low humidity. By humidifying and re-drying pellets, it
can be shown that changes in density, porosity, surface roughness and or the
loss of mechanical stability are reversible if a water content of 12 wt.% is
not exceeded. The reversible changes can be attributed to swelling and
shrinkage properties of individual wood shavings as well as the amorphous
binding components such as lignin and hemicellulose. The binding components
form the solid bridges between the wood shavings during the densification
process. As humidity increases, they transition from a solid to a rubbery state
making the pellet less durable. This transition is reversible when humidity
decreases again. However, a water content above 12 wt.-% could be achieved by
exceeding the saturation vapor pressure, which caused changes to be only
partially reversible due to disintegration of some wood shavings from the pellet
matrix.
Acknowledgment: The German Federation of
Industrial Research Association (AiF). AiF Project 20565 N/2
LIST OF
ABSTRACTS AND INDEX
Kerry Johanson1
1Material Flow Solutions, Gainesville FL, USA
Many products are created with a prescribed
shape and porosity to accomplish the end-user requirements for the final
product. Potato chips are designed to be sufficiently robust to survive
packaging as well as a trip to the beach and are often made of powders that
conform to a certain shape. Likewise, catalytic converter substrates are made
of fine ceramic powder and of a complex shape to accommodate the optimal flow
and temperatures during operation. Pet treat powders are formed into
bone-shaped particles. Even drug dry blends have unique shapes that make the
pill easier to swallow or to break at a prescribed location. Once we have
created a structured shape from bulk powders we typically do not want that
prescribed shape to change between the time it is formed and the packing step
in the process. In some cases we want the shape to
remain intact as the end-user handles it. Population balance models are
powerful tools to relate the breakage observed to the probability that
stress-stain events may induce the breakage of a given size particle. In
addition, the population balance models relate the observed breakage to how a particular particle might break. The model helps determine
how, or how much of, a particle of size bin 1 will break into size bin 2, size
bin 3, size bin 4, etc. The trouble is that these population balance models are
not predictive. They can analyze a set of batch breakage data and determine how
and at what rate the various size particles might break, but they cannot
provide guidance regarding how key powder properties, final structured particle
shape, size, or other bulk properties might influence the breakage rate and
breakage stoichiometry. Many of these structured particles are created by
compressing the powder, followed by some processing to strengthen the green
compact. Therefore, a FEM analysis of structured particles may tell us how
particles might break when exposed to stress-strain events. The problem is that
FEM analysis requires a continuum to compute the stress and strains and the act
of breakage induces gaps in this continuum, thereby making a FEM analysis
difficult to do without complex and continual regeneration of meshes as new
particles are fractured or as cracks grow in the particle of interest. This
complexity can be modeled using a phase-field model (PFM) to represent a crack
geometry in a diffusive way without introducing sharp discontinuities. This
enables PFM to model crack propagation using standard FEM. Thus, how a crack
will form and propagate in a particle of a given configuration can be
predicted. Applying a series of allowable contact points and positions to
structured particles, and then using PFM to determine the location of the
crack, allows engineers to develop a model that relates shape, powder
properties, and potential particle-particle contact patterns to the breakage of
structured particles. The powder flow properties help predict the breakage
rates in the population balance model while the PFM crack propagation pattern
helps predict the breakage stoichiometry.
LIST OF
ABSTRACTS AND INDEX
Rahul Tarodiya, Avi Levy
Dept. of
Mechanical Engineering, Ben-Gurion University of the Negev, Beer-Sheva, Israel
Polymeric materials are having wide engineering
applications for handling solid particulate flow. Erosive wear of the materials
is one of the major problems encountered while handling solid particles. To assess
the material loss due to solid particle impact a
semi-empirical model is developed by assuming the surface erosion due to
elastic-plastic collision of the particles at oblique and normal impact angles.
The model considered the material removal due to ploughing and fracture
governed mechanisms and shows the capabilities to correctly capture the angle
of maximum erosion for different erosion modes of polymeric materials. It has
been identified that the ratio of the target material hardness (H) to notched
Izod impact strength (I) is the parameter that governs the erosion mechanism
and consequently the angle for maximum erosion. The model indicates the
variation in velocity exponent to the mechanism of material removal. The
theoretically derived model for single-particle impact is correlated to the
available experimental results of multi-particle impacts through the empirical
coefficients. The relation between the developed model empirical
coefficients to target material mechanical properties is studied for polymers
and polymer composites and correlations between model coefficients to the
material properties are established. The predictions are in good agreement with
the extensive literature data for polymers and polymer composites. The newly
developed model can be found in its application to the numerical prediction of
the erosive wear performance of the components of polymers and polymeric
composites.
Keywords: Erosion
model; Polymers; Polymer composites; Erosive wear; Solid particle impact
LIST OF
ABSTRACTS AND INDEX
John P. Morrissey1 , Xizhong Chen2 , Li Ge Wang3 , Jin Y. Ooi1
1 School of Engineering, University of Edinburgh, Edinburgh, UK.
2 Department of Chemical and Biological Engineering, University of
Sheffield, Sheffield, UK
3 Process Systems Enterprise,
Hammersmith, London, United Kingdom
Particle size reduction, either intended or
through damage, is a process that is common across a wide range of industries.
Whether intended or not, the effect of this breakage can be significant and
predicting the breakage process in simulations can be a challenge. The Discrete
Element Method (DEM) has seen a significant increase in usage in recent years
due to advance in both the underlying hardware being more capable and through advances
in the modelling techniques. However, despite these advances the inclusion of
breakage in DEM is still in its infancy due to the significant computational
cost and simplicity of proposed methods. Several techniques have been proposed
such as the Bonded Particle Model (BPM), Particle Replacement Method (PRM) and
Discrete Grain Method (DGM). The Particle Replacement Method (PRM) instantly
replaces a particle with a predefined size distribution of child particles once
the failure criteria are met for that particle. This is typically a single
maximum compressive force, but more complex failure criteria can be
implemented. This method suffers from and inability to incorporate natural
breakage patterns (chipping, splitting, etc.) and does not account for weakening
from repeated loading events. A BPM approximates the material as a bonded DEM
particle fabric at a suitably chosen particle length scale which gives a greater degree of freedom in simulating smaller and
irregular-shaped fragments. This method does not impose any predetermined
limitations such as failure planes or crack initiation points and allows the
model to be used to study the complex phenomena that arise in breakage. This
study investigates the effectiveness of the BPM at simulating particle breakage
and predicting the breakage size distributions. A rigorous Beam Bond Model is
utilised to form the bonded fabric. The study demonstrates that the BPM model
is capable of capturing breakage phenomena under both static and dynamic
loading conditions and can be used to study damage due to varying levels of
impact velocity and cumulative damage from repeated loadings. By tracking the
development of bond breakage, the evolution of crack propagation through the
material can be visualized.
LIST OF
ABSTRACTS AND INDEX
Rahul
Tarodiya1, Subodh Khullar2, Avi Levy1
1Dept. of Mechanical Engineering, Ben-Gurion University of the Negev,
Beer-Sheva, Israel
2Dept. of Mechanical and Industrial Engineering, IIT Roorkee,
Roorkee, India
Erosion of
turbine components due to sediment-laden water is one of the major sources of
reduction in the operational economy for hydro-power generation. In Pelton
turbines, the injector assembly is one of the most affected components due to
sediment erosion. The surface erosion of the injector assembly due to solid
particles has a detrimental effect on the water jet characteristics and hence,
the turbine efficiency. An understanding of the erosion phenomenon in jet
assembly can help to minimize the erosion and optimize the turbine performance.
The erosion phenomenon depends on a large number of
parameters including impact conditions, the properties of the target material
and abrasive particles. The present study aims to numerically investigate the
erosion of the Pelton turbine injector using CFD coupled discrete element
method (DEM). The particle rotation and the collisions between the particles
have been considered to simulate particle motion. Multi-size sand particles in
the range of 75 µm to 300 µm have been selected to conduct the study. The
particle collision characteristics and erosion distribution on the nozzle and
spear have been studied for different spear positions and injector designs. A
semi-empirical erosion model calibrated for turbine steel (CA6NM) has been
adopted to estimate the erosion rate. The numerical model captured the
asymmetrical erosion pattern on the Pelton injector parts similar
to the field erosion pattern. Further, the zone of maximum erosion has
been identified for different spear positions and injector designs. The present
study helps to establish important engineering insights to control the problem
of jet breakage due to erosion of injector assembly.
Keywords:
Pelton turbine; Injector; Sediment Erosion; Turbine steel; CFD-DEM
LIST OF
ABSTRACTS AND INDEX
R. Capozza and K. J.
Hanley
School of
Engineering, Institute for Infrastructure and Environment The University of Edinburgh,
Edinburgh EH9 3JL, UK
e-mail: rcapozza@exseed.ed.ac.uk; k.hanley@ed.ac.uk
Abrasion is the process of wearing down
particles due to contact interactions. Fines are produced during abrasion which
are much smaller than the particle's size. Particles usually become smoother
over time through the preferential removal of protrusions on their surface.
Industrial applications are strongly affected by abrasion. Fines can reduce
flowability, which can impair processing operations such as conveying, blending
or tableting [1]. Attrition affects the bulk density, specific surface area,
segregation behaviour and dissolution rate which can have major implications
for product quality [2, 3]. Therefore, understanding and quantifying abrasion
in order to predict and better control it are of
fundamental importance. DEM simulations have made an important contribution to
our understanding of granular materials in recent years [4]; however,
simulations of abrasion in DEM are scarce and mostly limited to specific
applications, e.g., [5]. We present a novel, comprehensive approach for
modelling abrasion in DEM, which simulates explicitly the evolution of an
abraded surface. The surface is discretized by a set of points and is abraded
by a non-deformable particle. When the pressure on the surface overcomes a
threshold, abrasion starts which is captured in the simulation by displacing
points along the normal to the surface. The model describes both the abrasion
due to scratching and normal/oblique impact as a function of velocity and
applied load and shows a good qualitative agreement with experimental data. All
sources of energy dissipation are naturally included in the model, with no need
of fitting parameters. The implementation of this novel method in the
open-source LAMMPS code is presented along with possible sources of performance
improvement.
REFERENCES
[1] A. Lekhal, K. P. Girard, M. A. Brown,
S. Kiang, B. J. Glasser and J. G. Khinast, Impact of agitated drying on crystal
morphology: KCl-water system, Powder Technol, 132(2-3), 119–130 (2003).
[2] C. Hare, M. Ghadiri and R. Dennehy,
Prediction of attrition in agitated particle beds, Chem. Eng. Sci, 66(20),
4757–4770 (2011).
[3] X. Hua, J. Curtis, Y. Guo, B. Hancock,
W. Ketterhagen and C. Wassgren, The internal loads, moments, and stresses in
rod-like particles in a low speed, vertical axis mixer, Chem. Eng. Sci, 134,
581–598 (2015).
[4] G. Lu, J. R. Third and C. R. Müller,
Discrete element models for non-spherical particle systems: From theoretical
developments to applications, Chem. Eng. Sci, 127, 425–465 (2015).
[5] P. W. Cleary and R. D. Morrison,
Comminution mechanisms, particle shape evolution and collision energy
partitioning in tumbling mills, Minerals Eng, 86, 75–95 (2016).
LIST OF
ABSTRACTS AND INDEX
Eric Drescher1,
Shoya Mohseni-Mofidi2, Claas Bierwisch2, Harald KruggelEmden1
1Chair of Mechanical Process Engineering and Solids Processing,
Technische Universität Berlin, Berlin, Germany
2Fraunhofer Institute for Mechanics of Materials IWM, Freiburg,
Germany
Erosion is a severe problem associated
with pneumatic conveying. Thereby depending on the mode of transportation,
particle properties, gas velocity and solids loading the extent of erosion can
vary significantly. Erosion is especially encountered in bends where particles
are forced to change their direction and are thereby slowed down with intensive
particlewall contacts (see resulting erosion pattern in a standard 90°bend in
Fig. 1). To overcome or at least reduce problems associated with wear in
bends, wear reducing bend geometries Fig. 1: Typical erosion pattern have been proposed [1] and are
commercially available such in a standard 90°-bend. as blinded tee, vortex chamber, gamma bend or
pellbow which are also applied in industrial applications. Although several
studies have compared individual bend designs in terms of erosion (see e.g.
[2–4]), a comprehensive analysis of the advantages and disadvantages of the
different available wear reducing bend designs is still lacking.
Aim of this
investigation is therefore the benchmarking of the aforementioned
available bend designs in terms of their erosion behavior, pressure loss
and particle stressing by coupled DEM/CFD simulations. Based on them in an ideal manner recommendations in terms of the utilization of
the wear reducing bend designs should be given.
References
P. Wagner, Selecting elbows for pneumatic conveying systems, Chem. Eng.
Prog. 103 (2007) 28–32.
Y.K. San, R. Thien, V. Lee Chieng Chen, Numerical study on erosion of a
pipe bend with a vortex chamber, Part. Sci. Technol. 37 (2019) 200–206.
A. Farokhipour, Z. Mansoori, A. Rasteh, M.A. Rasoulian, M.
Saffar-Avval, G. Ahmadi, Study of erosion prediction of turbulent gas-solid
flow in plugged tees via CFD-DEM, Powder Technol. 352 (2019) 136–150.
A. Farokhipour, Z. Mansoori, M.A. Rasoulian, A. Rasteh, M.
Saffar-Avval, G. Ahmadi, Study of particle mass loading effects on sand erosion
in a series of fittings, Powder Technol. 373 (2020) 118–141.
LIST OF
ABSTRACTS AND INDEX
Manuela Quezada Henry1, Mikel Leturia1, Elias Daouk1, Thierry Destoop2,
Fabrice Bonny2, Antoine Flament2,
Mathieu Morin3, Sina Tebianian3, Khashayar Saleh1
1Université de
Technologie de Compiègne, ESCOM, TIMR (Integrated Transformations of Renewable
Matter), Centre de recherche de Royallieu, Compiègne, France
2NEU-JKF Process,
La Chapelle d'Armentières, France
3IFP Energies
Nouvelles, Solaize, France
Current environmental issues have increased
the need for new and more sustainable energy sources as well as the development
of efficient waste recovery processes. Frequently, these recovery processes
require the use of solids in divided form (biomass, plastics, etc.), considered
as non-conventional solids due to their irregular shape and heterogeneity in
terms of physical and physico-chemical properties (e.g., Fig. 1). These non-conventional solids must be transported
efficiently and reliably through pneumatic conveying between each step of the
process, so as to prevent malfunctions. However, while
the transport methods for conventional materials have been widely studied and
are fairly well controlled, the same does not hold
true for the emerging transport methods for non-conventional materials, which
hinders the optimization of these processes. Therefore, there is a need to
better understand and model the behaviour of these solids during pneumatic
transport in order to improve its control and
performance.
The PHOBARS project (Pneumatic Handling Of Bio And Recycled Solids) focuses on the study of the
pneumatic transport of non-conventional powders resulting from plastic wastes
or second-generation biomasses. This study considers both the system
hydrodynamics and the electrostatic phenomena that occurs during transport and
aims to achieve a better understanding of the mechanisms involved in order to describe, control, optimize, and predict their
behaviour. There are two main axis to the project: the
determination of the properties of the chosen materials and the relevant
descriptors to characterize the transport, and the multi-scale modelling of the
results using different approaches (CFD, MP-PIC, DEM-CFD). The ultimate goal of the project is to set up predictive
experimental tests and their respective digital twins to describe the flow of
powders at different conditions and thus optimize the design and implementation
of the transport operation.
Fig. 1. Example of conventional (a) vs non-conventional (b) plastic
solids.
Acknowledgement: The
authors acknowledge the support of the Agence Nationale de Recherche (ANR)
under contract ANR-21-CE50-0032-01.
LIST OF
ABSTRACTS AND INDEX
Amine Ait Ouazzou1,
Yogesh Harshe2, Vincent Meunier3, Stefan Heinrich4
1,4Institute of Solids Process Engineering and Particle Technology,
Hamburg University of Technology, Hamburg, Germany
2,3Nestlé Research, Route du Jorat 57, CH 1000 Lausanne, Switzerland
Powders are extensively used in a wide
range of industries such as food1 , pharmaceutical2
and also in chemical industries3 . The characterisation and understanding of
powder behaviours is therefore crucial in order to ensure consistent product
quality either when used powder in dry form and /or used for reconstitution4,5 . The process compaction is a common unit operation
administered on powders to facilitate theirs storage and transport6 . The compacted powders can have many intended uses and
can vary drastically from one industry to another7,8. It is therefore important
to understand the powder behaviour as a subject of parameters concerning this
unit operation. In this work we focus on systematically exploring the influence
of maltodextrin powder, commonly used in food and pharmaceutical industry8,9,
characteristics and tableting process parameters on the final compacted tablet.
The compacted tablets are evaluated in terms of brittleness, porosity and
reconstitution as a function of the powder and process variables. Using
different experimental techniques, physiomechanical and surface properties of
the produced tablets have been evaluated. The study therefore provides a better
insight into inter-correlation of powder characteristics and tableting
parameters on the properties of a tablet. Thus, this work is highly relevant
for shelf-life study and downstream processing of the tablets.
References:
1. Fitzpatrick JJ, Ahrné L. Food powder
handling and processing: Industry problems, knowledge barriers and research
opportunities. In: Chemical Engineering and Processing: Process
Intensification. Vol 44. ; 2005:209-214.
2. Muzzio FJ, Shinbrot T, Glasser BJ. Powder
technology in the pharmaceutical industry: the need to catch up fast. Powder
Technology. 2002;(124):1-7. www.elsevier.com/locate/powtec
3. Flore K, Schoenherr M, Feise H. Aspects of
granulation in the chemical industry. Powder Technology. 2009;189(2):327-331.
4. Behara SRB, Larson I, Kippax P, Morton
DAV, Stewart P. An approach to characterising the cohesive behaviour of powders
using a flow titration aerosolisation based methodology. Chemical Engineering
Science. 2011;66(8):1640-1648.
5. Krantz M, Zhang H, Zhu J. Characterization
of powder flow: Static and dynamic testing. Powder Technology.
2009;194(3):239-245.
6. Mitchell WR, Forny L, Althaus T, Dopfer D,
Niederreiter G, Palzer S. Compaction of food powders: The influence of material
properties and process parameters on product structure, strength, and
dissolution. Chemical Engineering Science. 2017;167:29-41.
7. Iyer RM, Hegde S, DiNunzio J, Singhal D,
Malick W. The impact of roller compaction and tablet compression on
physicomechanical properties of pharmaceutical excipients. Pharmaceutical
Development and Technology. 2014;19(5):583-592.
8. Dupas J, Girard V, Forny L. Reconstitution
properties of sucrose and maltodextrins. Langmuir. 2017;33(4):988-995.
9. Omar CS, Dhenge RM, Osborne JD, et al.
Roller compaction: Effect of morphology and amorphous content of lactose powder
on product quality. International Journal of Pharmaceutics. 2015;496(1):63-74.
LIST OF
ABSTRACTS AND INDEX
Wei Pin Goh, Mojtaba
Ghadiri
School of
Chemical and Process Engineering, University of Leeds, Leeds, UK
Rotating drums are common in many
industrial processes for the purpose of mixing,
coating, granulating and drying of particulate solids. The rheological
behaviour of bulk powders and grains in a rotating drum is dependent on their
physical characteristics, such as particle size, shape, surface roughness,
adhesion/ cohesion. External factors such as the drum rotational speed,
vibration, humidity are also of importance. In this
presentation, we report on a systematic investigation of the role of particle
shape and cohesion by studying the flow behaviour of four particulate solids
systems in a rotating drum. Spherical glass beads and irregular shaped glass
shards are surface-treated by acid washing (to remove any surface contamination
and make them hydrophilic) and subsequently by silanisation (to make them
cohesive). This makes four systems of glass particles: cohesive, non-cohesive,
spherical, and irregular-shaped. Their flow behaviour is then investigated in a
rotating drum. The results show that the effect of cohesion is very dominant
for the spherical glass beads, but not for glass shards. Evidence of
triboelectric charging is also found to influence the flow behaviour of
silanised glass particles.
LIST OF
ABSTRACTS AND INDEX
Cesare
Saccani1, Marco Pellegrini, Alessandro Guzzini
Department of
Industrial Engineering (DIN), University of Bologna, Bologna, Italy
To achieve the “Fit for 55” targets for
2030 in Italy, renewable energy generation is expected to increase in the next
years. However, while traditional energy generation is programmable following
market demand, most of energy production from renewable sources, such as solar
and wind plants, are not forecastable, resulting in a potential issue for the
stability of the existing electric grids. Therefore, to make possible the
operation of an energy system based mainly on renewables, an energy storage
infrastructure is also required to match energy demand and production.
Batteries can play a role, but the availability of raw materials and their
disposal at the end of life may limit sustainability at large scale. Power to
Gas (P2G), i.e., converting renewable electric energy into a gaseous fuel, represents
a strategic alternative. The national gas network represents a potential
storage infrastructure for renewable gases, which are those produced from the
conversion of renewable electricity in case of energy surplus production, thus
realizing what is called “sector coupling”. Accounting for more than 290,000 km
of gas grids, Italy can have large benefits from P2G strategy adoption. P2G
includes the conversion of renewable power into hydrogen (P2H) and synthetic
methane (P2M). However, while the hydrogen blending percentage in existing gas
grids is limited to avoid potential degradation and safety issues in industrial
and domestic gas appliances, lower limitations exist for synthetic methane
injection. However, developments are required to make P2M cost-competitive with
other technologies. P2M is based on the well-known exothermic Sabatier's
reaction and consists of the chemical conversion over Ni catalysts of hydrogen
and carbon dioxide into methane and water. To improve the performances of P2M
plants, new reactor design and control strategies have to
be investigated as regards thermal and fluid dynamic parameters. For this
purpose, the multiphase flow simulation software TPSIM Win was used to
investigate the dynamic of the contact between solid catalyst and gases in
fluidized bed reactors. Therefore, after describing the state of the art, the
results of TPSIM Win simulations are discussed. Finally, preliminary
observations deriving from the application of the software are shown.
LIST OF
ABSTRACTS AND INDEX
Kristina Kilikevičienė1*,
Rimantas Kačianauskas1, Vytautas Rimša2,
Artūras Kilikevičius1
1 Institute of Mechanical Science, Vilnius Gediminas Technical
University, Vilnius, Lithuania
2 Department of Aviation Technologies, Vilnius Gediminas Technical
University, Vilnius, Lithuania
*
corresponding author
Key words: acoustic agglomeration, silica micrproparticles, CFD
The air
pollution by micrometer-sized solid particles is becoming an increasing
environmental problem on an industrial scale. Emphasis on the reduction of the
micron-sized pollutants in the atmosphere is a challenge for many industries
and the research community.
In this
study, the acoustic agglomeration of fine particles is investigated
experimentally and numerically. Acoustic agglomeration is the process by which
acoustic waves are used to affect the movement of particles in the air.
Promoting particle collisions and facilitating the formation of larger
agglomerates to subsequent removal by filtering is the main idea of acoustic
agglomeration.
The focus
of this report is on the investigation of acoustic pretreatment to reduce the
pollution of the atmosphere by harmful combustion products. Capturing fine
silica particles of diameter ranging between 2 and 10 being discharged via
chimneys of industrial plants may be seen as an important technological innovation.The experimental part of this research is
performed by the original experimental facility. The main parts of the facility
are a wind tunnel, a particle dosing unit, an agglomeration chamber, and a particle
volume measurement at the end of the stand. A loud speaker was used to estimate
the effect of sound pressure in the frequency range of 500 to 3000 Hz.
Experiments were performed in a small-scale wind tunnel to investigate the
potential efficiency of acoustic agglomeration.Sound
pressure and particle concentration measurements were performed at different
acoustic frequencies: 500, 750, 1000, 1250, 1500, 1750, 2000, 2250, 2500, 2750,
and 3000 Hz. The numerical contribution comprises the CFD simulation of the
motion of the particles. The binary interaction of 8-micrometer particles is
studied on the particle scale. One of the findings is that well-known
long-range orthokinetic and acoustic wake agglomeration mechanisms are not
valid when the interparticle distance approaches the thickness of the fluidised
particle layer. contribution of the differently located third particle is also
illustrated.
A detailed
CFD study of the scale of very fine particles, including the boundary layer,
was performed, which allowed a better understanding of the behaviour of the
particles and their potential for agglomeration. The conducted experimental
studies on particle agglomeration affected by the acoustic field in the
frequency range from 500 to 3000 Hz have revealed the efficiency of the
agglomeration of particles with different diameters. The particle agglomeration
efficiency in the test at sound pressure values of 130 to 135 dB was up to 80%
and the highest efficiencies were found at excitation frequencies of 1500 and
3000 Hz, respectively.
LIST OF
ABSTRACTS AND INDEX
Rahul
Sharma1, Massimo Poletto1,
Diego Barletta1, Jin Ooi2,
Stefanos Papanicolopulos2,
Marina Sousani3
1Department of Industrial Engineering, University of Salerno,
Salerno, Italy
2School of Engineering, The University of Edinburgh, Edinburgh, UK
3Altair EDEM, DEM Solutions Ltd, Edinburgh, UK
Granular materials are ubiquitous in many
industries such as pharmaceutical, food, chemical and find use in many
processes namely mixing, granulation, transport and discharge, milling, and are
quite often an end-product of these industries. In order for
these industries to be working efficiently and without any interruptions or
stoppages, it is necessary to ensure the adequate flowability of the powders
through the various bulk handling equipment. The powders processed by the
various bulk solid equipment are subjected to a range of stresses dependent on
the quantity of the powder and the scale of the equipment with the range of
stresses often classified as low, moderate, and high. The limit for powders to
be subjected to low stress has been defined as lower than or around 1 kPa
previously in literature [1,2,3,4]. Often, the powder mass being handled, and
the scale of the process equipment cause the powder to be subjected to stresses
lower than 1 kPa. Such low stresses or powders under very loose consolidation
state or consolidation stress are found in applications such as dosing, filling
of powders in pharmaceutical and food industries, small scale silos/hoppers for
storage or discharge, powder feeders for tableting and during powder spreading
process in layer-by-layer fabrication of parts by sintering or melting.
Powders having very fine particle size and
subjected to such low stresses, can undergo selfaggregation or
self-agglomeration because of the higher cohesive forces in comparison to the
gravity forces. There is a need to study the effect of agglomeration on the
flowability of very fine cohesive powders as it can influence the design of the
process equipment. The principles of shear testing as first established by
Jenike [5] and later elucidated by Schulze [6], calculate or capture the flow
of powders at the steady state flow condition. The powder is assumed to achieve
the steady state conditions under the action of it's
own weight which may not be necessarily true when the powder mass or quantity
under consideration is low and for the various low stress conditions. The shear
stress the sample is subjected during flow may be a
fraction of the steady state shear stress. There is a need to characterize
powder flowability under low stresses while considering the possibility that
the powder may not be subjected to the steady state flow conditions. The
project aims to test the powders at the low consolidation state and at the
condition where it does not achieve the steady state (un-steady state
condition). To find a link between agglomeration and flowability, powder will
be tested at a base state where powder is sieved and then tested on Schulze RST
at steady and un-steady state conditions, further the powder will be
agglomerated by mixing/vibration equipment and then tested on Schulze RST at
steady and unsteady state conditions. Subsequently, a DEM model would be
developed, calibrated and validated for replicating the experimental powder
flow behaviour.
[1]
Schulze, D. and Wittmaier, A., 2003. Chemical Engineering & Technology:
Industrial Chemistry‐Plant Equipment‐Process
Engineering‐Biotechnology, 26(2), pp.133-137. [2] Stavrou, A.G., Hare,
C., Hassanpour, A. and Wu, C.Y., 2020. Powder Technology, 364, pp.98-114.
[3] Vasilenko, A., Koynov, S.,
Glasser, B.J. and Muzzio, F.J., 2013. Powder technology, 239, pp.366-373.
[4] Zafar, U., Hare,
C., Calvert, G., Ghadiri, M., Girimonte, R., Formisani, B., Quintanilla, M.A.S.
and Valverde, J.M., 2015. Powder Technology, 286, pp.807-816.
[5] Jenike, A.W., 1964.
Bulletin No. 123, Utah State University.
[6] Schulze,
D., 2008. Springer, 22.
LIST
OF ABSTRACTS AND INDEX
Assem
Zharbossyn1, Diego Barletta1, Massimo
Poletto1, Vanessa Magnanimo2, Stefan Luding2,
Anthony Thornton2
1Department of Industrial Engineering, University of Salerno,
Salerno, Italy
2Multi Scale Mechanics (MSM), University of Twente, Enschede, The
Netherlands
*dbarletta@unisa.it
An
accurately calibrated set of parameters of any discrete element method (DEM) model
is indispensable part of any DEM simulation, which will determine the behavior
of the modeled bulk material. As reported by Marigo et al. [1], calibration of
the input parameters is considered as a major issue in the application of DEM
by the industry. In a number of instances, the
calibration process can make up the largest portion of a research using DEM
simulation. Thus, more exertion has to be dedicated to
obtaining robust calibration protocols that are accurate and effective in both
experimental and modeling part. In addition to parameter calibration, another
barrier to extensive industrial application of DEM is a large particle number
participating in the industrial processes. For modeling full sized industrial
installation primary size of a particle cannot be used as a
consequence of restricted computation capability. In coarse graining
particle size is increased while maintaining the same geometry size,
accordingly the reduced total number of particles is attained [2]. This study aims at elaborating robust
calibration protocols of DEM parameters both for primary and meso-particles
with an individual approach for different interparticle interaction models
(e.g., van der Waals, capillary or electrostatic interparticle forces, or any
other interparticle contact mechanics) as well as in relation to mono- and
bi-component powders.
The Schulze ring shear tester (RST) will be used as a calibration test due to
its several advantages as unlimited attainable shear strain, less complex and
less operator-dependent procedure. First, the influence
of particle and material properties (such as the particle size, the particle
material, the amount of liquid available for capillary bridges) on powder
rheology will be explored experimentally in order to
minimize the number of parameters that should be considered in the calibration
procedures. After that, sensitivity analysis of the DEM model parameters will
be conducted followed by the application of grain learning in
order to derive the relationships that will predict the parameter to
system relationship [3]. Finally, primary and meso-scaled DEM modeling of the
experiments will be performed to elaborate calibration procedures. Moreover, it
is also planned to extend the characterization of the material by Anton Paar rheometer
for the validation of the calibrated model.
[1] Marigo, M., & Stitt, E. H. (2015). Discrete element method (DEM) for
industrial applications: comments on calibration and validation for the
modelling of cylindrical pellets. KONA Powder and Particle Journal, 32,
236-252.
[2]
Coetzee, C. J. (2019). Particle upscaling: Calibration and validation of the
discrete element method. Powder technology, 344, 487-503.
[3] Cheng, H., Shuku, T., Thoeni, K., Tempone, P.,
Luding, S., & Magnanimo, V. (2019). An iterative Bayesian filtering
framework for fast and automated calibration of DEM models. Computer methods in applied mechanics and
engineering, 350, 268-294.
LIST OF
ABSTRACTS AND INDEX
Tim Tofan1,*, Rimantas Kačianauskas2,3,
Raimondas Jasevičius1,3
1Department of Department of Mechanical and Materials Engineering,
Vilnius Gediminas Technical University, Vilnius, Lithuania
2Department of Applied Mechanics, Vilnius Gediminas Technical
University, Vilnius, Lithuania
3 Institute of Mechanical Science, Vilnius Gediminas Technical
University, Vilnius, Lithuania
With the rapid growth in demand for
printing on different materials, the digital inkjet printing method is becoming
increasingly relevant in the manufacturing process. The application of the
method of digital inkjet printing of different materials and the study of their
mechanics is a novelty of this work. The object of research is a droplet of ink
used in the process of digital inkjet printing. Printing on various polymers
can cause adhesion problems due to their low surface energy and adhesion
strength. The printing is important part for many industries when we especially
consider influence/contact with a food.
This work is to determine the surface
wettability of polymers suitable for contact with food. This study examines the
effect of energetic surface treatment on the bond strength of highdensity
substrates. These plastics have been treated with various pre-treatment methods
to improve surface tension and good inkjet adhesion and avoid any visual
changes. It is important to determine the adhesion of ink to the polymer
surface in order to improve the recycling of
waste.
The presented model can be solved using
either a set of levels or a phase field method to track the fluid interface.
Here, the leveling method is used to determine the interface between ink and
air. The work presented focuses on demonstrating how to test the suitability of
ink for nozzles in inkjet printheads, for example, for use in printers.
The aim is to study the dynamics of a
droplet and its interaction with the certain surfaces. Numerical modeling and analysis comprise the
movement of the droplet in air until contact with the surface. The droplet as
fluid is modeled considering moving boundary conditions by the equations of
Incompressible Navier-Stokes fluid with added surface tension. The impact of
the jet droplet on the treated and untreated surface was also investigated
using the COMSOL computer simulation program. It could be mentioned that a
final stable shape has been carried out as it expected in physical printing
conditions. The shape is depended on various parameters. These parameters
reflect on results, where are presented such as speed, size change, and volume
versus time of the ink droplet. Described model could be adjusted to examinate
different inks impact of the printing process. Recommendations are also given
on the use of specific inks.
Keywords: drop-on-demand inkjet; surface energy; droplet; measurement of
droplet contact angle, droplet impact
LIST OF
ABSTRACTS AND INDEX